
Elektronik

Leutz: Heißverstemmen – das bevorzugte Verfahren, wenn es um das Verbinden von Teilen in Kunststoffgehäusen geht
Heißverstemmen, auch Heißnieten oder Heißstempelnieten genannt, erlaubt die stabile Verbindung von Bauteilen mittels thermoplastischer Kunststoffstifte. Das Verfahren ist sauber, schnell, kostengünstig und bietet viel Freiheit in der Gestaltung von Werkstücken. Kundenspezifisch gefertigte Anlagen zum Heißverstemmen können jeden gewünschten Automatisierungsgrad realisieren.
30 Jahre Polar Instruments – eine Erfolgsgeschichte
Das österreichische Unternehmen Polar Instruments wurde seinerzeit von Hermann Reischer als eigenständige Niederlassung der britischen Polar Instruments Ltd. gegründet. Die Anbieter automatischer Prüfsysteme befassen sich bereits seit 30 Jahren mit dem Design und Test Impedanz kontrollierter Leiterplatten sowie mit Testsystemen für die Leiterplatten-Fehlerdiagnose und der zugehörigen Software.
Der Firmengründer blickt im Gespräch auf die Firmengeschichte zurück.
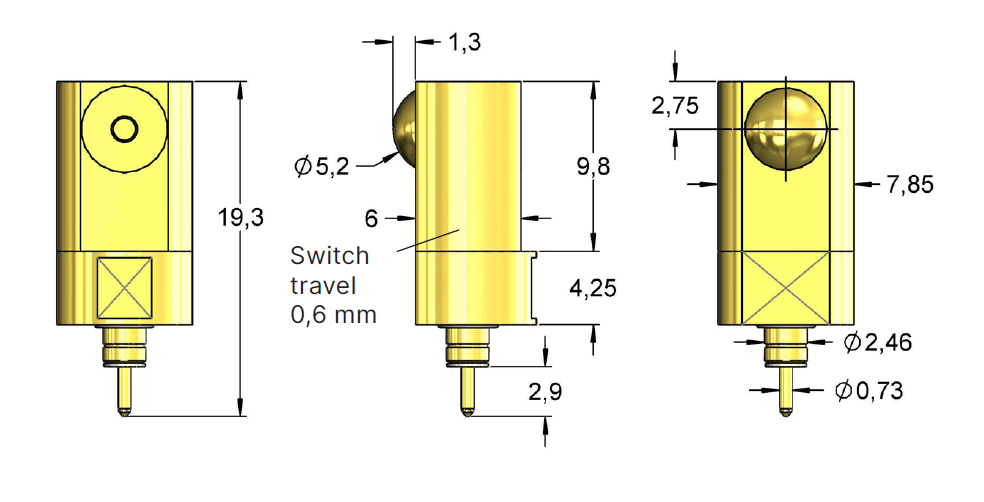
Feinmetall: neuer Schaltstift mit Kugelkopf
Im Gegensatz zum F888 (axiale Kontaktierung) hat die Neuentwicklung des F889 ein rundes Kontaktelement an der Seite. Dieses Design ermöglicht eine platzsparende Montage von Testmodulen und eine einfache Abfrage von Steckerprofilen. Die Befestigung des F889 kann mit einer Schraube (M2/M3) fixiert werden, nachdem die endgültige Position und Ausrichtung erfolgt ist.

Leiterplattenmagazine Serie 7000 ab Sommer 2024
Breiteneinstellung von Hand am Zahnriemen oder motorisch an der Kupplung
Zum Schutz der Leiterplatten sind die Grundplatten vollständig geschlossen. Die Verstellung der Stegwand erfolgt wie bei der Serie 700. Die Verstellung erfolgt direkt im Unloader. Nachdem das Magazin im Unloader positioniert ist wird mit dem Stellmotor eine Kupplung mit dem Spindelgetriebe verbunden. Das Klemmen des Zahnriemens erfolgt über einen Schnellverschluss von Hand, oder durch einen Stößel bei automatisierter Breiteneinstellung im Unloader.

GRS550: Automatische Fehlersuche auf komplexen Leiterplatten
Der neue GRS550 von Polar Instruments: Der Vorgänger GRS500 setzte Standards in der Elektronikindustrie durch hohe Prüftiefe, Wirtschaftlichkeit und einfache Bedienung. Der neue GRS550 nutzt das gleiche bewährte Bedienkonzept, jedoch eine völlig neue Antriebstechnikgeneration eines namhaften deutschen Herstellers. Dadurch konnte die Verfahrgeschwindigkeit und Positioniergenauigkeit weiter gesteigert werden.
3D-AOI baut Stärken wieder aus
Die automatische optische Inspektion (AOI) muss gleichzeitig Erwartungen wie hohe Auflösung, zuverlässige Messgenauigkeit, intuitiv einfache Bedienung und schnelles Handling der Prüfobjekte erfüllen. Eine kompromisslos gute Bildgebung und umfassende Vernetzung von Prüfdaten sind dabei genauso wichtig wie eine möglichst einfache Erstellung der Prüfprogramme.

FUJI: Automatisiert und flexibel bestücken
Die Elektronikindustrie befindet sich inmitten der digitalen Transformation. Die Branche und Produktionsanforderungen verändern sich. Die FUJI Europe Corporation GmbH unterstützt Unternehmen mit ihrer Kampagne „R You Ready?“ dabei, Herausforderungen, die dieser Wandel mit sich bringt, zu lösen.
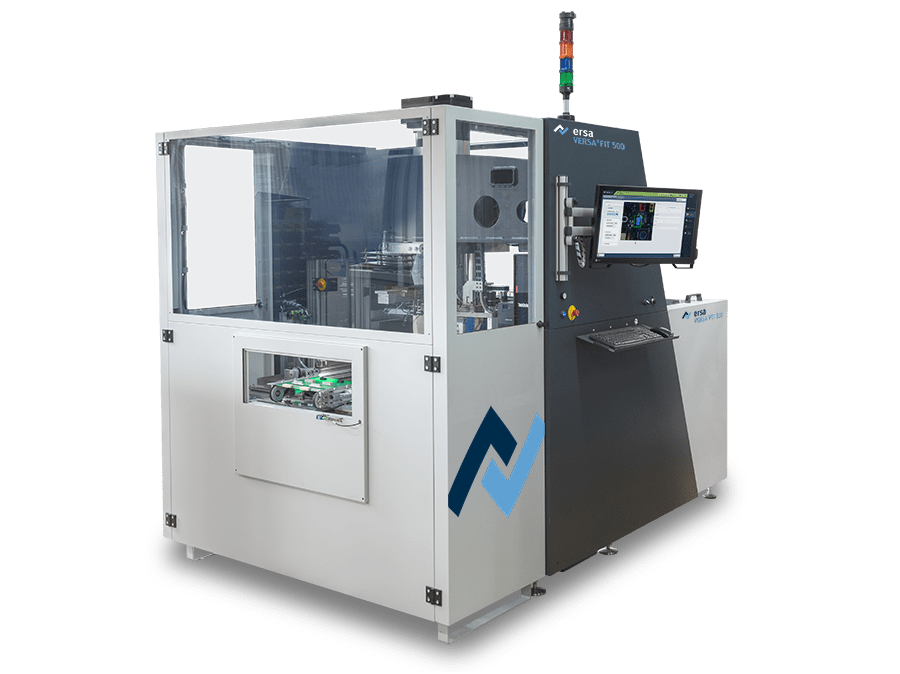
Passende Fügetechnik für jede Anwendung von ERSA
In der sich ständig weiterentwickelnden Landschaft der Elektronikproduktion steht die Branche vor einer Vielzahl von Herausforderungen, die sich aus immer neuen Applikationen ergeben. Auf der einen Seite der anhaltende Trend in Richtung immer smarterer Geräte mit mehr Funktionen, auf der anderen Seite das rasante Wachstum der Leistungselektronik.

Productronica 2023
Als Weltleitmesse für Entwicklung und Fertigung von Elektronik hat die productronica 2023 ihren Besuchern viel Neues zu bieten: Weltpremieren und Produkte, Lösungen sowie Innovationen entlang der gesamten Wertschöpfungskette. Exklusive Karrierechancen bei spannenden Networking-Formaten. Und wie gewohnt ein hochkarätiges Rahmenprogramm mit fachspezifischen Trendthemen. Auf der productronica kommen die Entscheider und Vordenker der Branche zusammen – aus etablierten Keyplayer-Organisationen und innovativen Start-ups. Erleben Sie auf der internationalen Leitmesse Innovationen hautnah und zu einem sehr frühen Zeitpunkt.
Neben aktuellen branchenübergreifenden Themen wie Fachkräftemangel und Nachhaltigkeit liegt bei der diesjährigen productronica der Fokus auf den Leitthemen Leistungselektronik, Künstliche Intelligenz und
Sensorik in der Elektronikfertigung sowie Quantentechnologien der 2. Generation.
Wir von Stepan heißen Sie zum zweiten Mal am eigenen Stand willkommen und freuen uns auf persönliche Gespräche mit Ihnen.

Batteriezellen-Kontaktierung von FEINMETALL
Bei der Entwicklung und Produktion von Batteriezellen sind die Herausforderungen an die Kontaktierungstechnik enorm. Einerseits erfordern die Lade- und Entladevorgänge sehr hohe Ströme, oft über einen langen Zeitraum hinweg. Andererseits müssen die Kontakte auch an die Geometrie der Batteriezellen angepasst werden, um die Möglichkeit zu haben, ein komplettes Tray von Batteriezellen zu kontaktieren. Außerdem wird die Spannungsmessung oft parallel zum Lade- oder Entladestrom durchgeführt. Die Temperaturüberwachung direkt an der Kontaktstelle ist für eine sichere Produktion und eine hohe Qualität der Batteriezellen unerlässlich. FEINMETALL erfüllt all diesen Herausforderungen und mehr.

automatica 2023 Review
Die Weltleitmesse für intelligente Automation und Robotik, welche von 27. bis 30. Juni in München stattgefunden hat, schuf Raum für gemeinsamen Austausch innerhalb der Community. Die Themen auf der diesjährigen Messe waren nachhaltige Produktion, digitale Integration, und die Zukunft der Arbeit. Auch wir von Stepan waren dabei und haben für Sie unsere Eindrücke gesammelt.
https://www.youtube.com/watch?v=eEnHtqZr1SY
https://www.youtube.com/watch?v=gA_9I0wQSH8
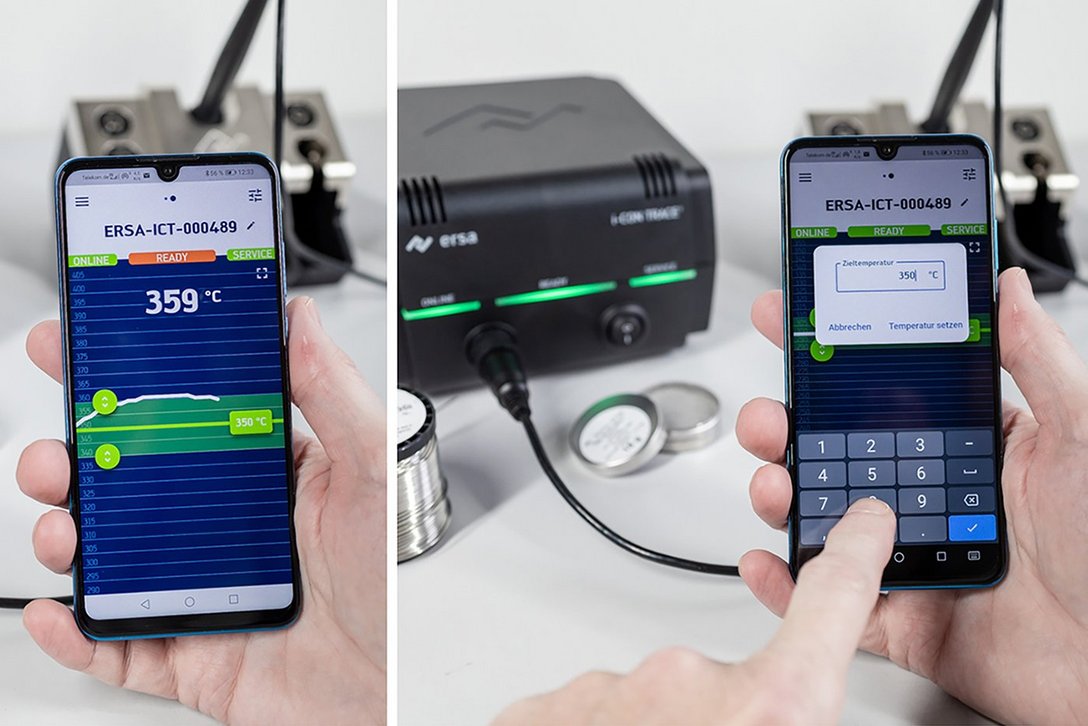
Ersa: Löten in digital vernetzten Fertigungsprozessen
Mit der i-CON TRACE erfindet Lötpionier Ersa das Handlöten für das digitale Zeitalter neu – in der weltweit bestvernetzten IoT-Lötstation stecken mehr als 100 Jahre Löterfahrung aus der Elektronikfertigung. Ein echtes Highlight: Die i-CON TRACE ist die erste Lötstation, die sich per Smartphone oder mobilem Endgerät steuern lässt. Mit 150 Watt Heizleistung bietet sie eine rundum starke Lötperformance samt hochpräziser Temperaturregelung und ermöglicht beim manuellen Löten erstmals lückenlose Rückverfolgbarkeit.
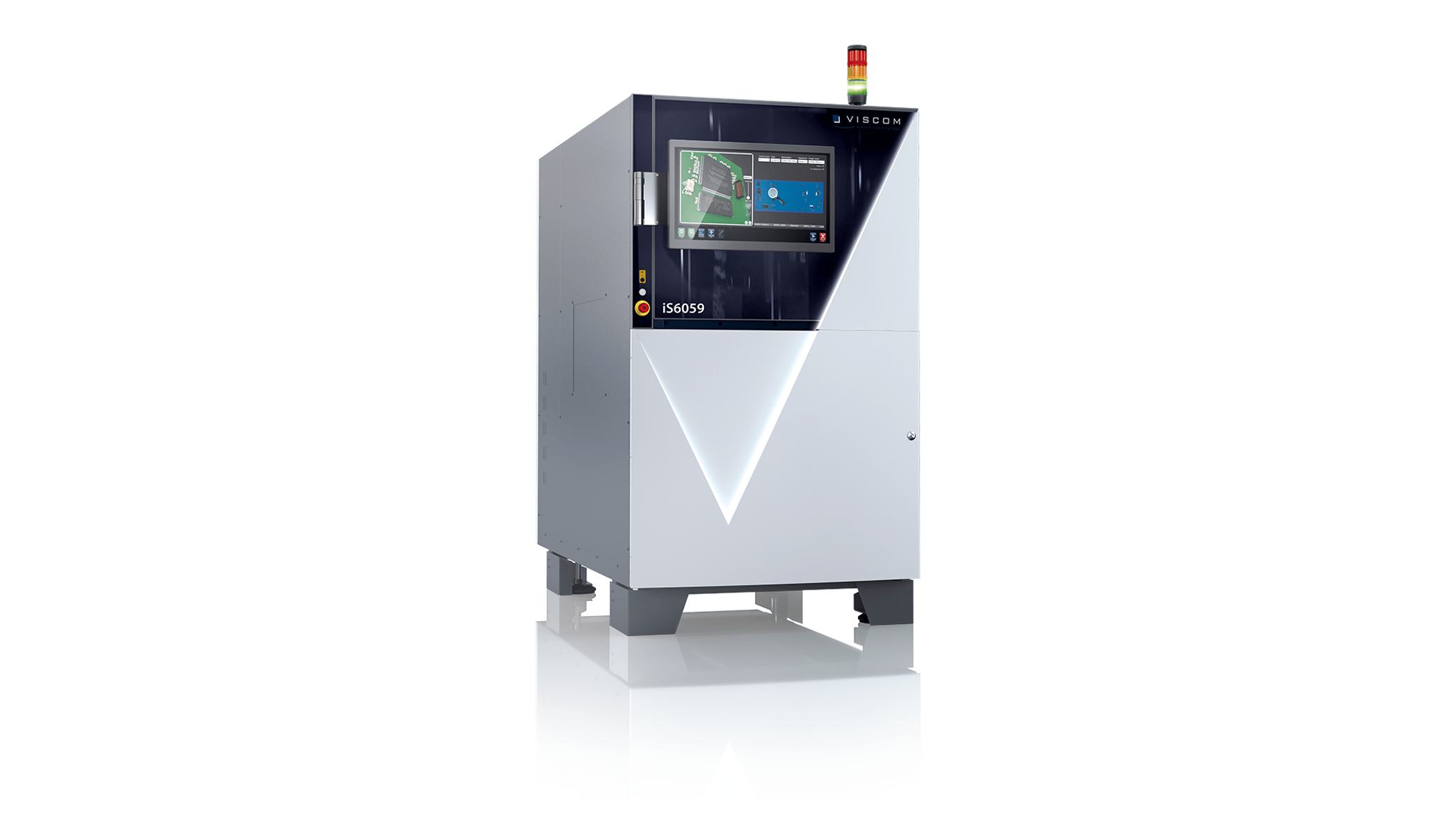
Viscom: Inline AOI-Prüfsystem für höchste Ansprüche
Das System iS6059 prüft elektronische Bauteile schnellstens auf Anwesenheit, vermisst exakt die Höhen auf einer Baugruppe und inspiziert Lötstellen hochzuverlässig. Neun Ansichten in erstklassiger Auflösung und mit 26% mehr Pixeln, variable Beleuchtungen, größere geneigte Bildfelder bei gleicher Auflösung, noch weiter gesteigerte Datenübertragungsraten kombiniert mit 25% schnelleren Aufnahmen und umfangreiche Vernetzungsoptionen bieten eine solide Basis für unschlagbare linienintegrierte Performance. Prozesse können signifikant verbessert, Rückläufer konsequent vermieden werden. Fertigungskosten können langfristig gesenkt und die hohe Qualität auch sehr anspruchsvoller elektronischer Produkte sichergestellt werden.
SMTconnect 2023 Review
Die Messe rund um Elektronikfertigung, welche von 09. bis 11. Mai in Nürnberg stattgefunden hat, schuf Raum für gemeinsamen Austausch innerhalb der Community. Getreu dem Motto „Driving Manufacturing forward“. Auch wir von Stepan waren dabei und haben für Sie unsere Eindrücke gesammelt.
https://www.youtube.com/watch?v=nk5K7Ig7-u0
https://www.youtube.com/watch?v=35rthozshnY
https://www.youtube.com/watch?v=PD9bZCxqIZA

Solarstifte von Feinmetall
Mit den innovativen Technologien und Know-How hat Feinmetall spezielle Kontaktstifte für den Test von Solarmodulen/-Wafern entwickelt.
Zur Kontaktierung von Busbars (Leiterbahnen) auf den Solarmodulen, werden dafür optimierte Stifte eingesetzt um die empfindlichen Leiterbahnoberflächen ohne Beschädigung zu kontaktieren. Durch die spezielle Konstruktion und die sehr hohe Lebenszeit von mehr als 4mio Zyklen der Kontaktstifte wird eine hochvolumige Solarzellenprüfung kosteneffizient möglich gemacht.
Feinmetall ist einer der führenden Anbieter von Solarstiften.
Die neue Serie L100 bietet besonders für diesen sensiblen Anwendungsbereich in der Solarwafer-Kontaktierung einige Vorteile:
- Sehr geringer & konstanter Durchgangswiderstand über die gesamte Lebensdauer (>4mio Zyklen)
- Spezielle Kopfformen zum Kontaktieren der Busbar-Oberfläche
- Optimierte Federeigenschaften
- Automatisierte 100%ige Funktionskontrolle
Generationenwechsel bei der Leutz Lötsysteme GmbH
Die Firma Leutz Lötsysteme wurde im Jahr 1986 von Claus Leutz gegründet.
Angefangen bei einfachen Lötmasken, ging die Entwicklung später weiter auf Titanträger und Titaneinsätze.
Im Laufe der Jahre hat sich die Firma weiterentwickelt und bietet heute eine breite Auswahl an Vorrichtungen rund um die Elektronikfertigung an. 2018 fand der Anlagenbau Platz im Portfolio (z. B. Rundtaktmaschinen für das Heißverstemmen von Leiterplatten in Kunststoffgehäusen).
Die Tochter von Claus Leutz, Nicole Leutz, welche bereits in jungen Jahren tatkräftig das Unternehmen unterstütze, wechselte im Jahr 2013 vollständig zu Leutz Lötsysteme GmbH.
Nicole Leutz hat seit Anfang 2023 die Geschäftsführung und Andreas Bunke die technische Leitung im Betrieb übernommen.

Viscoms neues Customer Care
Viscom hat ab dem 1. Januar 2023 eine weitere Optimierung in der Customer Care Team-Struktur vorgenommen. So haben Sie alle Ansprechpartner für die komplette SMT-Fertigung in einem Team gebündelt: Hotline, Service, Applikation, Projektmanagement, bis hin zum Vertrieb. Somit werden Sie in Zukunft von nur einem Team betreut.

Neue Schraubstiftfamilie bei Feinmetall
Gerne informieren wir darüber, dass Feinmetall ein neues Mitglied in der bereits großen Schraubstiftfamilie hat. Mit dem F724 handelt es sich im 100mil Raster um eine neue Größe zwischen der Familie F722 und F732.

Ersa - Digital vernetztes Handlöten
Mit der i-CON Trace hat Ersa die weltweit erste IoT-Lötstation für die lückenlose Dokumentation von Handlötprozessen in einem digital vernetzten Umfeld auf den Markt gebracht. Angesichts jahrelanger Erfahrung mit der Rückverfolgbarkeit von Baugruppen im Maschinenlöten ein logischer Schritt.

TechDays Österreich: ALL-ELECTRIC-SOCIETY
Bereits zum zweiten Mal organisierte die Stepan GmbH eine Elektroniktagung, bei der die zahlreichen Teilnehmer persönlich, diesmal am 12. und 13. Oktober in Salzburg, begrüßt wurden.
Die Veranstaltung, die gemeinsam mit den Partnern Asscon, Christian Koenen, Fuji, Kurtz Ersa, Schiller und Viscom organisiert wurde, hatte zum Ziel, die aktuellen Trends in sämtlichen Prozessbereichen der Elektronikfertigung abzubilden.
https://www.youtube.com/watch?app=desktop&v=IoOR0-wJrAQ

Alte Module durch neue ersetzen
Um die Kunden dabei zu unterstützen, neue Module für ihre Produktionslinien anzuschaffen, ist Quik-Tool zu einem „Trade-in“ bereit, d. h. zum Rückkauf der älteren Module, wenn Sie neue Module kaufen. Für jedes einzelne neue Modul tauscht die Firma ein altes Modul ein! (Die alten Module werden dann an Quik-Tool zurück gesandt)
Mehr Information per E-Mail erhalten