
Elektronik
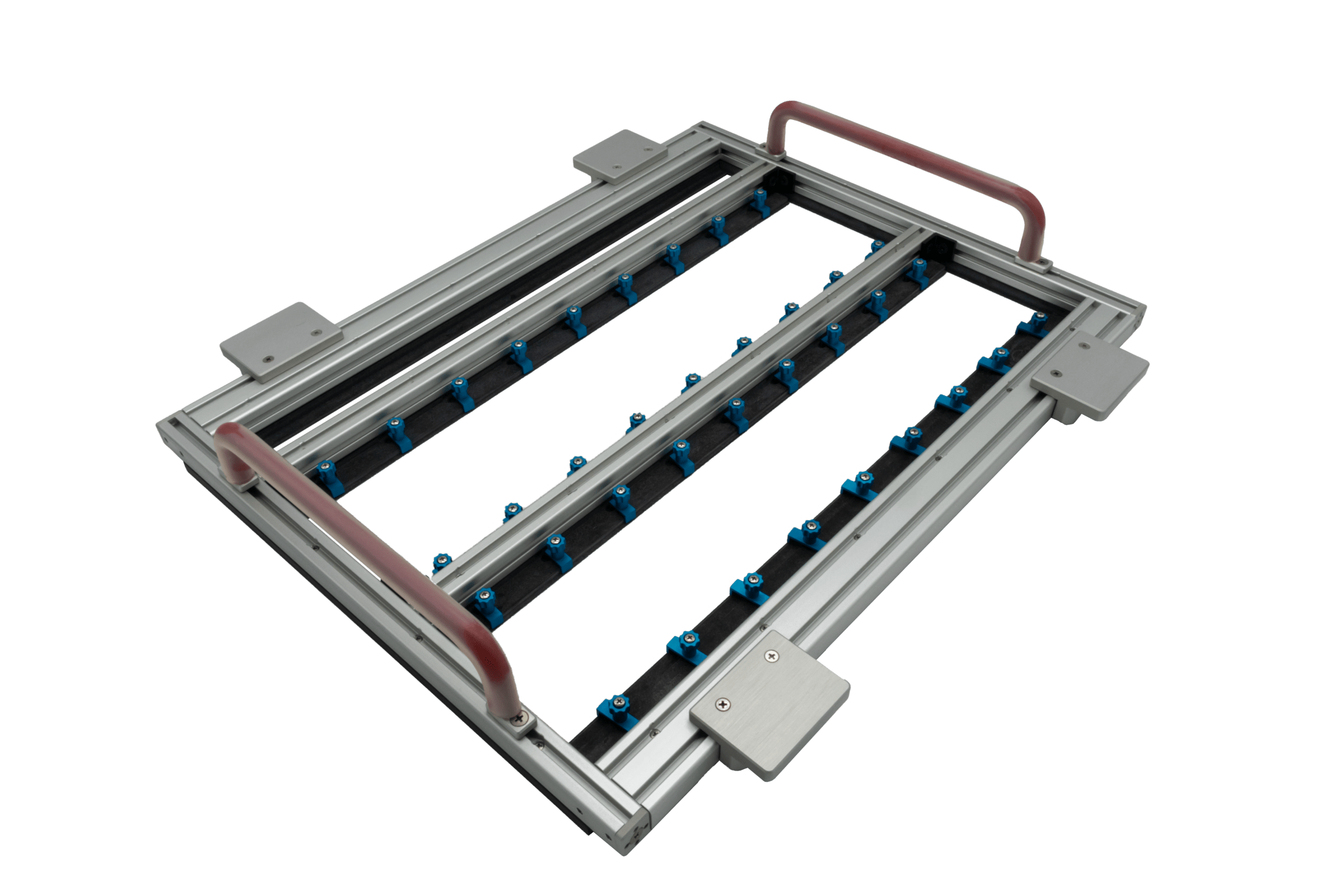
Leutz Lötsysteme präsentiert kostengünstigen Universal-Lötrahmen
Die Firma Leutz Lötsysteme GmbH in Albershausen entwickelt und fertigt seit über 35 Jahren Vorrichtungen rund um die Leiterplatte.
Die Haupttätigkeitsfelder befassen die Entwicklung, Konstruktion und Fertigung von Lötmasken, Lötrahmen, Lackierträger, Nutzentrennvorrichtungen, Werkstückträger und vielem mehr.
Dieses Jahr präsentiert die Firma Leutz Lötsysteme eine kostengünstige universelle Lösung für Ihre Kunden (siehe Abbildung).
Der Universal-Lötrahmen eignet sich insbesondere für die Fertigung kleiner Serien und Prototypen. Zudem lässt er sich optimal für Reparaturen nutzen. Eine beliebige Erweiterung der Anbaukomponenten (z. B. mit Auflageleisten, Zwischenleisten) ist möglich. Durch die vorhandene Rahmen-Profilierung können die Anbaukomponenten flexibel positioniert werden.
Optional bietet die Firma Leutz Lötsysteme ein Niederhaltesystem mit an, mit dem sich Bauteile ausrichten und niederhalten lassen. Zudem wird bei Bedarf eine Leiterplattenunterstützung angeboten, um das Durchhängen von größeren Leiterplatten (oder auch Nutzen) zu vermeiden.
Dieses System ist für alle Lötanlangen erhältlich.

Interflux - NH 1 Lötdraht für Roboter- und Laserlöten
Interflux® NH 1 ist ein aktivierter, no-clean, kolophoniumfreier und bleifreier Lötdraht der schnelle und reproduzierbare Lötergebnisse aufweist auf einem großen Spektrum von Oberflächen inklusive Messing.
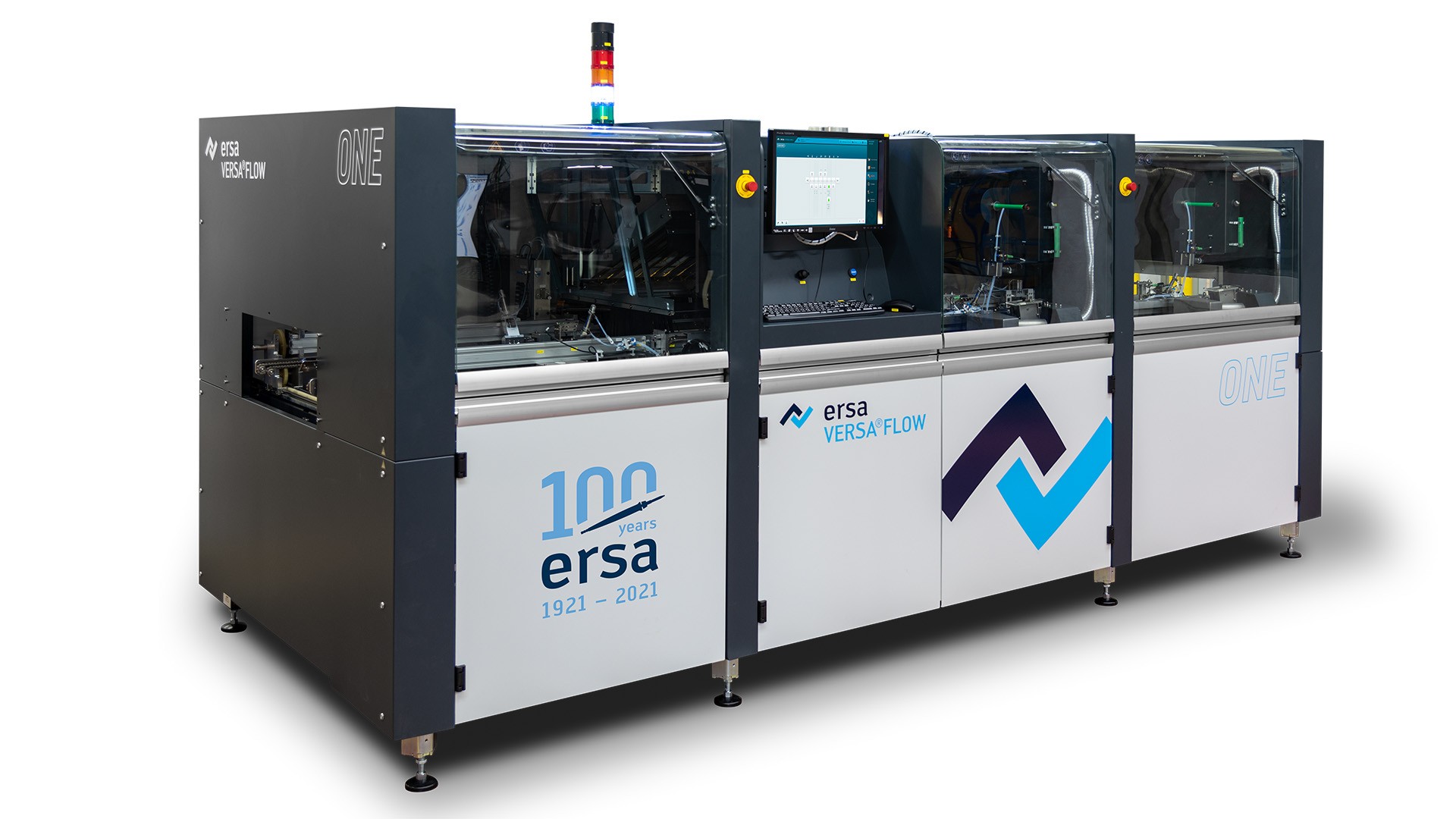
Ersa - VERSAFLOW ONE
Ihr Einstieg in die Excellenz-Klasse des Selektivlötens: Top-Qualität mit kompaktem Footprint - die VERSAFLOW ONE bildet den neuen Einstieg ins Portfolio der Ersa VERSAFLOW Inline-Selektivlötanlagen. Das System vereint bewährte Ersa DNA und kundenorientierte Optionsstruktur mit hoher Verfügbarkeit zu äußerst attraktiven Anschaffungs- sowie Betriebskosten.
Weiter zum Produkt VERSAFLOW ONE
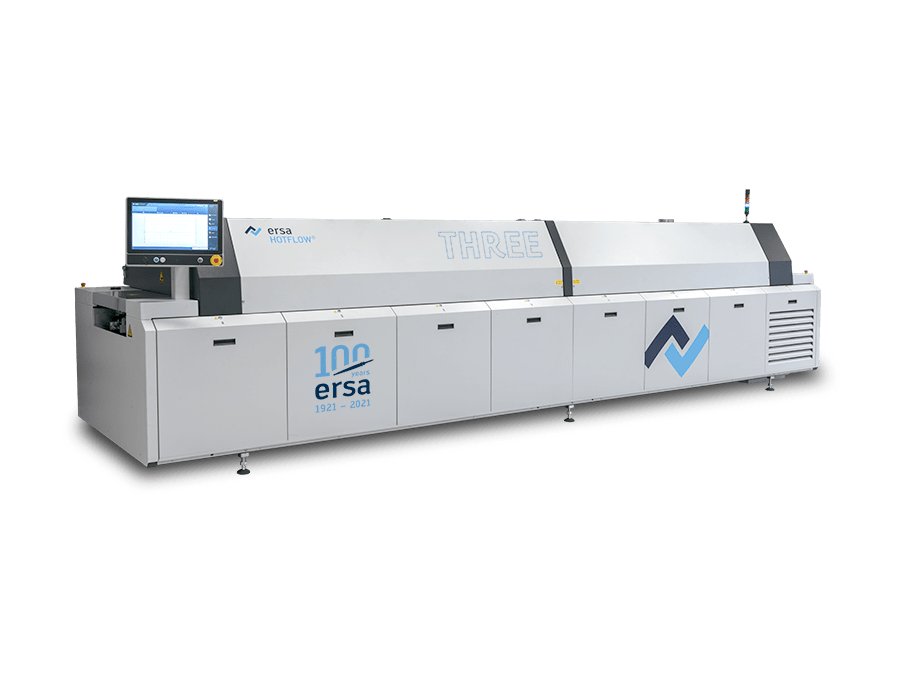
Ersa - HOTFLOW THREE
Mit der HOTFLOW THREE setzt Ersa ein deutliches Statement für noch mehr Qualität beim Löten. Absolutes Alleinstellungsmerkmal: die SMART CONVECTION POWER UNIT (SCPU®). Die exklusiv entwickelte Motoren- und Steuereinheit sorgt für ein optimiertes Lötprofil und damit noch bessere Lötergebnisse. Einzelne Zonen können individuell geregelt werden, was eine perfekte Anpassung auf die Anforderungen von Material und Lotpaste ermöglicht.
Weiter zum Produkt HOTFLOW THREE
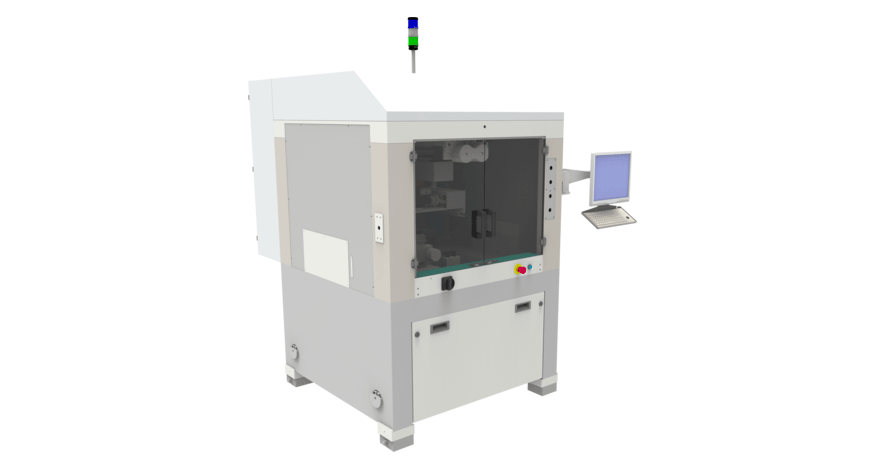
IPTE - SpeedRouter
Das Nutzentrennsystem SpeedRouter ist für das Nutzentrennen von Großserien in Produktionslinien mit kurzen Taktzeiten entwickelt worden.
Der SpeedRouter zeichnet sich durch einen schnellen Produktwechsel durch den Austausch eines produktspezifischen Greifers aus.
Router und/oder Sägeblätter stehen zur Verfügung und garantieren ein optimales Nutzentrennen der Leiterplatte.
Weiter zum Produkt SpeedRouter
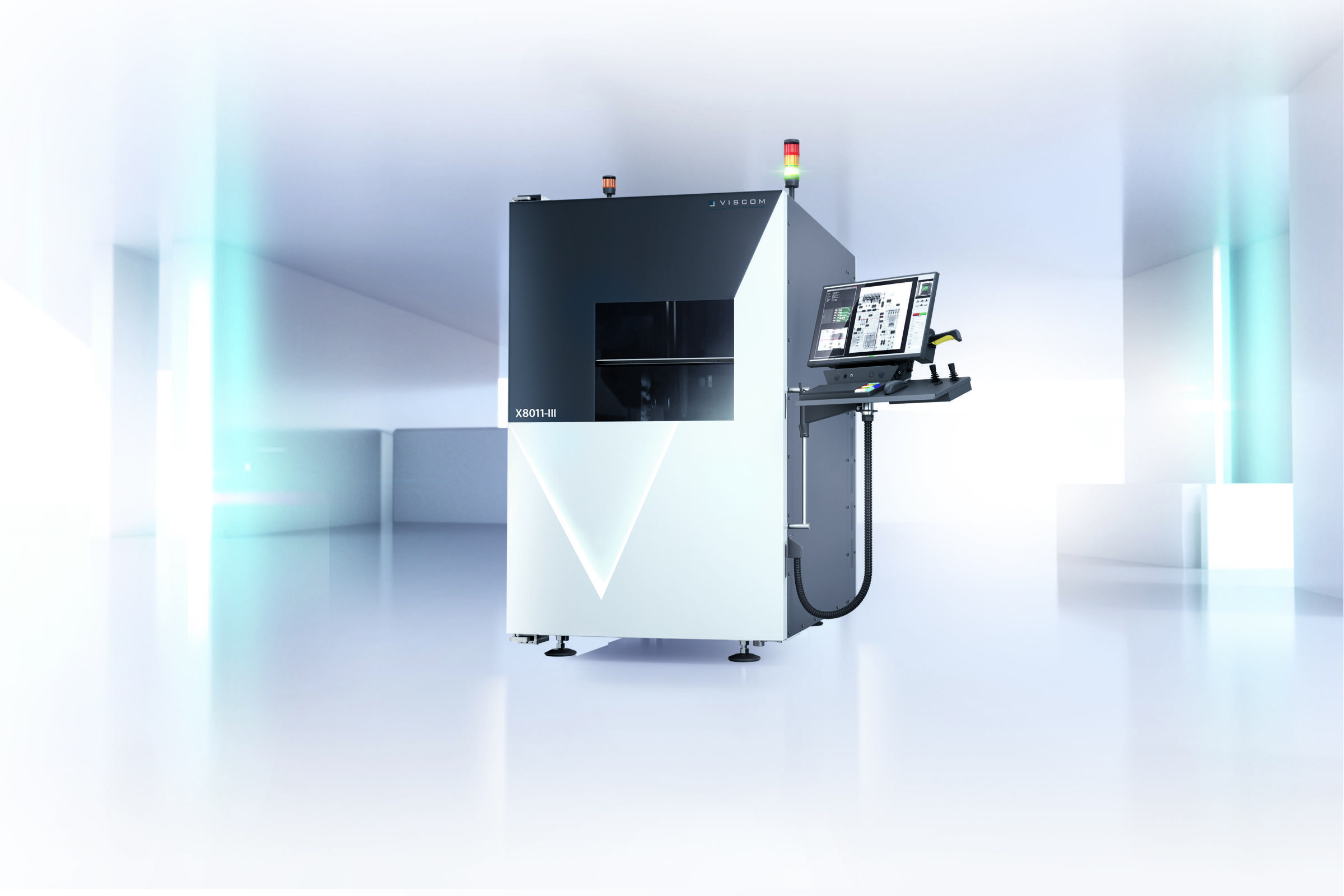
Viscom - 3D-MXI-System X8011-III: neuer Teamplayer für den universellen Röntgeneinsatz
Die Viscom AG setzt ihre Erfolgsgeschichte im Bereich der manuellen und automatisierten Röntgeninspektion (3D-MXI) mit einem neuen hochwertigen System fort: Die X8011-III bietet wie die Vorgängerin X8011-II PCB höchste Flexibilität bei den Prüfaufgaben, extrem hohe Auflösungen sowie eine brillante und sehr detailreiche Bildqualität.
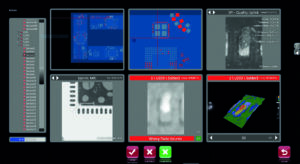
Am Verifikationsplatz vVerify von Viscom können zur Prozessoptimierung 3D-MXI-Prüfergebnisse mit denen aus anderen Prüftoren verglichen werden
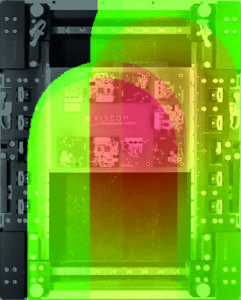
Die Heat Map gibt am System oder als Bestandteil eines automatischen Prüfreports detaillierten Aufschluss über die Strahlungsdosis
Weiter zum Produkt 3D-MXI-System X8011-III

Feinmetall - Zukunftsfähige Kontaktierungstechnik für das Auto von morgen
Von Kabelbaumtest über Batterietest bis hin zum Test von HF-Komponenten und Halbleiterchips - Feinmetall bietet die passende Kontaktierungslösung.
Die Automobiltechnik entwickelt sich derzeit rasant. Feinmetall bietet umfassende Kontaktierungslösungen für das gesamte Feld der Elektromobilität an, die Stärke im klassischen Kabelbaumtest setzt sich auch im Batterietest und im Test von HF-Komponenten fort und reicht bis hin zum Test von Halbleiterchips.

Kontaktstifte für hohe Ströme
Hochstromkontaktierungen für die Elektromobilität
Als Basis für die Elektromobilität zählt die Batterietechnik. Forschungszentren und Produktionsanlagen für Batteriezellen werden gerade in großem Stile auf- und ausgebaut und die Anforderungen an Batterien steigen rasant. Deshalb gewinnen leistungsfähige Kontaktierungen stark an Bedeutung. Um Batteriezellen zuverlässig zu kontaktieren, ist Innovation gefragt. Hier sind Kontaktierungslösungen notwendig, die zum einen hohe Ströme übertragen können, die aber auch mit Sense-Pins, Temperaturüberwachungen oder Kühlungsmöglichkeiten ausgestattet sind. Feinmetall ist in diesem Gebiet ein Pionier, seit Jahren sind unsere Experten hier mit den Herstellern im Boot und haben ausgeklügelte Lösungen entwickelt.
Aber auch Lade-Einrichtungen sowie Aggregate im gesamten Auto müssen in der Produktion zuverlässig geprüft und somit auch kontaktiert werden. Hier bietet Feinmetall einzigartige Lösungen, die nicht nur einfache elektrische Prüfungen erlauben, sondern im gleichen Arbeitsschritt die Abfrage des Berührschutzes ermöglichen. So können neben der Funktionalität auch Sicherheitsmerkmale geprüft werden, und dies ohne zusätzlichen Aufwand.

Kontaktstifte für den Kabelbaumtest
Weltmarktführer bei Kontaktierungen für den Kabelbaumtest
In der Ausrüstung von Kabelbaum-Prüftischen mit Kontaktierungstechnik ist Feinmetall bereits seit Jahren Weltmarktführer. Ständige Innovationen, die in enger Abstimmung mit Kunden entwickelt wurden, zahlreiche Patente und kluge Zusatzfunktionen in maßgeschneiderten Kontaktstiften untermauern diese Führungsrolle. Feinmetall bietet moderne und erprobte Lösungen, egal ob bei der Verrastprüfung oder der Anwesenheitsprüfung von Steckerelementen, bei der Prüfung auf fehlerfreie Verdrahtung, zur Unterstützung der korrekten Bestückung oder bei der Kontaktierung von aktuellen Hochfrequenz-Steckern wie HFM, FAKRA, H-MTD, MateAX, MateNET etc.

Kontaktstifte für den Steckertest
Zuverlässige Kontaktierungen für HF-Technik und 5G
Durch die Zunahme an Fahrerassistenzsystemen und durch neue Technologien für das autonome Fahren, sind Hochfrequenztechnik und 5G derzeit die Top-Themen in Automotive-Anwendungen. Für die zuverlässige Prüfung der hier eingesetzten Komponenten und Konnektoren bietet Feinmetall erstklassige Kontaktierungstechnik an, und das auch bei höchsten Anforderungen an die HF-Performance. HF-taugliche Kontaktierungseinheiten erlauben die Übertragung von Signalen bis 18 GHz, auch hier stehen diverse Automotive-HF-Konnektoren wie HFM, FAKRA, H-MTD, MateAX, MateNET im Fokus. Die große Stärke von Feinmetall liegt vor allem im Detail. So sind die HF-Stifte in verschiedenen Montage-Optionen erhältlich, beispielsweise mit Flansch oder als Schraub- oder Steckversion. Zudem sind viele der Feinmetall HF-Kontaktierungen selbstzentrierend und schwimmend geführt und können so Toleranzen zum Prüfling optimal ausgleichen.
Wichtig für die Anwender sind bei HF-Prüfungen neben der passenden Frequenzeignung der einzelnen Komponenten vor allem auch das Frequenzverhalten und die Reproduzierbarkeit der gesamten Übertragungsstecke. Daher bietet Feinmetall nicht nur die einzelnen Kontaktstifte, sondern komplette Kontaktiereinheiten und das passende Zubehör wie beispielsweise HF-Kabel und Werkzeuge.

Hochfrequenz-Kontaktstifte
Feinste Kontakte für den Halbleitertest
Dass moderne Automobiltechnik stark auf dem Einsatz spezifischer Halbleiterchips basiert ist spätestens durch die aktuelle Marktentwicklung jedem bewusst geworden. Feinmetall ist auch in der Kontaktierung von Chips und Wafern an vorderster Front im Einsatz. Feinrasterstifte in Test-Sockets und Prüfkarten für den Test von Halbleiter-Wafern erfordern nicht nur feinste Rastermaße, sondern auch die Eignung für maximale Frequenzen.
Feinmetall deckt auch diese Kontaktierungsaufgaben voll ab und verfügt über jahrzehntelanges Expertenwissen in der Halbleiterwelt. Nur so ist es uns möglich, Prüfkarten für Pitches bis 40µm und für Frequenzen bis 77 GHz zu entwickeln und zu fertigen.
Der fließende Übergang zwischen Feinrasterstiften und Prüfkarten wird insbesondere in der speziell für hohe Frequenzen entwickelten FeinProbe® deutlich, einer Prüfkarte mit feinen Kontaktstiften als Kontaktelemente. Hier kommt die Entwicklungs- und Fertigungskompetenz des Unternehmens besonders gut zum Tragen.
Feinrasterstifte finden sich aber auch in Test-Sockets oder in Prüfeinrichtungen von Sensoren. Hier bietet Feinmetall auch spezielle, exakt auf die Kundenanforderungen zugeschnittene Adaptionen an.

Wafertest Prüfkarte FeinProbe ®
Fazit
Feinmetall beeindruckt vor allen Dingen durch die Breite an Kontaktierungslösungen. Von feinsten Rastern im Halbleitertest bis zu höchsten Strömen in der Batteriezellenfertigung glänzt Feinmetall auf breiter Basis durch innovative Produkte. Die Zukunft kann also kommen, Feinmetall ist bereit.

Prüfkopf zur Kontaktierung von Sensoren
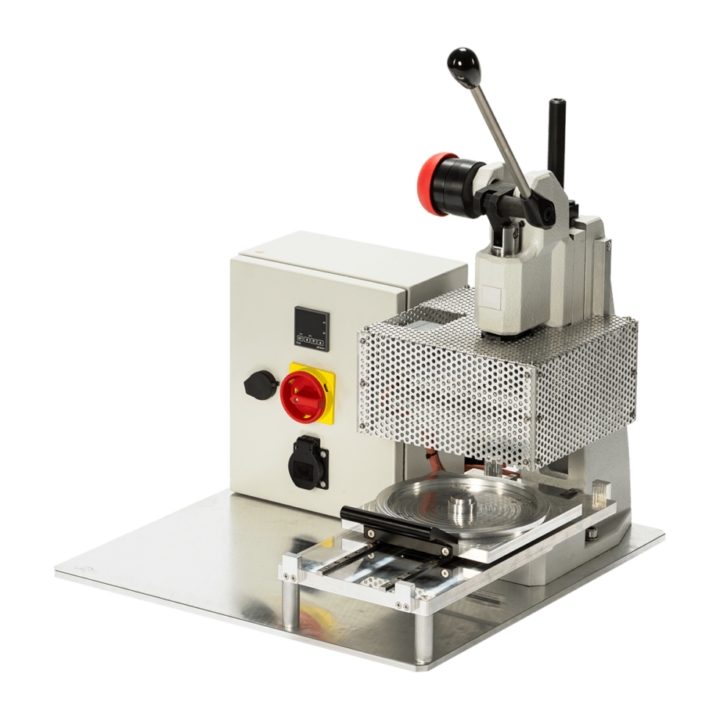
Leutz Lötsysteme - neue Heißverstemmanlage
Auf dem Bild ist der Prozess des Heißverstemmens (Heißnieten, Heißstempelnieten) in einer einfachen Form zu sehen.
Das thermische Umformen von Kunststoffen, speziell von Thermoplasten, ist ein Verfahren, mit dem z.B. ein Kunststoffpin der durch eine Bohrung in einer Leiterplatte ragt, mit einem aufgeheizten Werkzeug zu einem „Nietkopf“ umgeformt wird und somit eine kraftschlüssige Verbindung herstellt.
Weitere Informationen zum Produkt

BOFA - AD Oracle iQ2
Der große Erfolg von BOFAs einzigartigem Intelligent Operating System (iQ) hat die Leistungsfähigkeit der Rauchgasabsaugungstechnologie grundlegend verändert. iQ2 baut darauf auf und enthält eine Reihe neuer und hochentwickelter Funktionserweiterungen, die Ihre Produktivität steigern.
https://www.youtube.com/watch?v=994sZm08S9A
Weiter zum Produkt AD Oracle iQ2
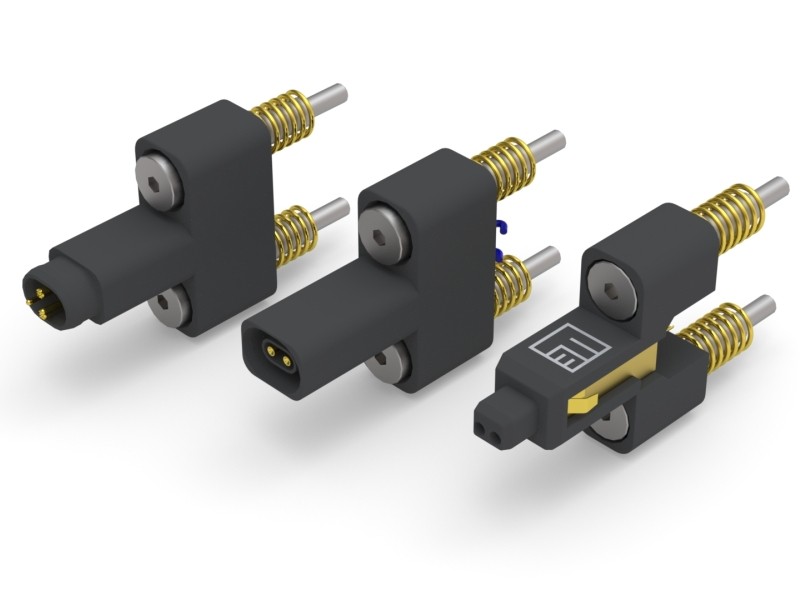
Feinmetall - TC77, Prüfstecker für elektrische Kontaktierung von H-MTD und MATEnet
Kontaktierungslösungen für H-MTD und MATEnet
Für Tests mit hochfrequenten Signalen muss eine entsprechend hochwertige und HF-optimierte Kontaktierung erfolgen. Dafür bietet Feinmetall mit der Stifteserie HF77 passende Lösungen an. Für den einfachen elektrischen Test sind jedoch ergänzend dazu auch wirtschaftlichere Kontaktierungen gefragt.
Konstengünstige und einfache elektrische Kontaktierung
Daher hat Feinmetall für diese Anwendung Prüfkontakte entwickelt, die eine zuverlässige elektrische Kontaktierung erlaubt, und das verbunden mit einer sehr einfachen und flexiblen Montage. Die neuen Prüfstecker der Serie TC77 kontaktieren die Signal- und Ground-Pins zuverlässig. Sie sind mit gefederten Innenkontakten perfekt für diese Anwendung ausgelegt. Die Montage erfolgt über einen Flansch und der Anschluss des Prüfsteckers kann entweder über ein Kabel erfolgen oder angelötet werden.
Ausgleich von Toleranzen
Durch eine Taumelfunktion der Prüfstecker können gewisse Toleranzen bei der Positionierung des Prüflings ausgeglichen werden. Eine solche Taumelfunktion hat sich schon für die HF-Kontaktstifte bestens bewährt und konnte auch in den Prüfsteckern realisiert werden.
Feinmetall bietet umfassende und wirtschaftliche Lösungen
Mit diesen Prüfsteckern vervollständigt Feinmetall die Kontaktierungslösungen für die Automobiltechnik und bietet den Kunden für alle Anwendungen die genau passende und wirtschaftlichste Kontaktierungslösung an.
Folgende Varianten sind aktuell verfügbar
- MATEnet: TC77 MATEnet-M 01 LA S
- H-MTD-Male: TC77 H-MTD-M 01 DR S
- H-MTD-Female: TC77 H-MTD-F 01 DR S

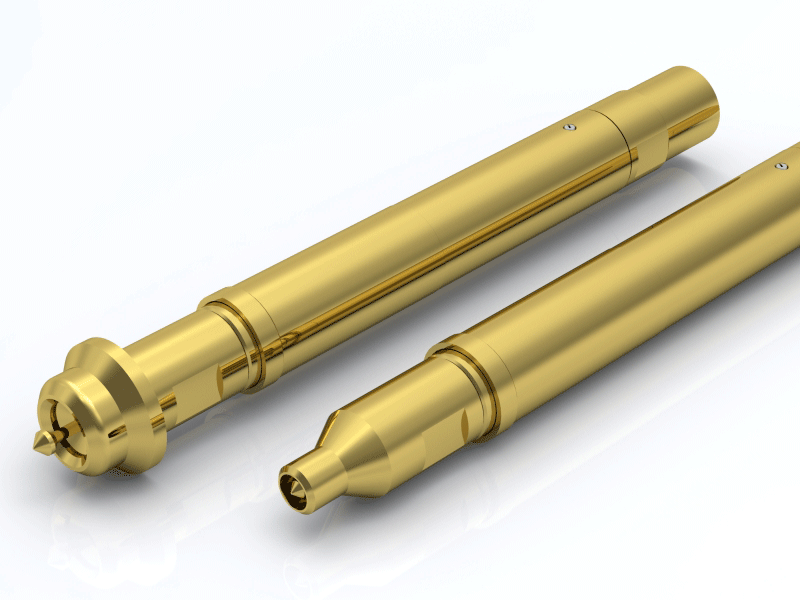
Feinmetall - Pogo Connectors, perfekte Kontaktierungslösungen für die Medizintechnik
Kontaktstifte für Schnittstellen und für lösbare elektrische Verbindungen
Aber auch über die Testanwendungen hinaus gewinnen Kontaktstifte zunehmend an Bedeutung. Als Schnittstellen zwischen Geräten oder zur Realisierung von lösbaren elektrischen Verbindungen können sie gerade in der Medizintechnik eine hochwertige und zuverlässige Lösung sein. Durch die vielen Vorteile lassen sie sich perfekt in verschiedene Konstruktionen integrieren.

Die Vorteile auf einen Blick
- kompakte Bauweise
- geringer Hub
- lange Lebensdauer
- hohe Qualität der Kontaktierung
- gute Lötbarkeit
- Übertragung von hohen Strömen
- geringer Übergangswiderstand
- gute Signalübertragung
- vereinfachte Baugruppenmontage
- einfacher Toleranzausgleich
- verschiedene Montagemöglichkeiten
- vielfältige Anschlussmöglichkeiten
Das richtige Stifte-Design – ein echter Game Changer
Anwendungen in der Medizintechnik erfordern eine sichere Kontaktierung auch unter schwierigen Bedingungen. Beispielsweise sorgt eine scharfkantige Kopfform für einen besonders geringen Übergangswiderstand, während ein spezielles Bias-Design einen extrem konstanten und geringen Innenwiderstand des Kontaktstiftes sicherstellt. Die Wahl des richtigen Kontaktstift-Designs kann hier wirklich ein Game Changer für Ihre Kontaktierungsherausforderung sein. Unser Team berät sie hierbei gerne und steht Ihnen mit viel Erfahrung zur Verfügung.
Möchten Sie mehr darüber erfahren, wie Sie Ihre Herausforderungen bei der Kontaktierung meistern können?
Werfen Sie einen Blick auf unsere neue Übersichtsbroschüre und kontaktieren Sie gerne unser Vertriebsteam für weitere Informationen!
Feinmetall - kompakte neue HF-Kontaktstifte für hohe Frequenzen bis 16 GHz
Für die Kontaktierung von HF-Steckern haben sich Kontaktstifte von Feinmetall bereits seit Jahren in der Praxis bewährt. Die Kontaktstiftserie HF860 ist für diese Einsatzgebiete entwickelt worden und bietet zuverlässige Signalpfade für HF-Testumgebungen.
Was aber, wenn höhere Frequenzen gefordert sind, beispielsweise für 5G-Anwendungen?
Für genau diese Anwendungsfälle hat Feinmetall jetzt die neue Kontaktstiftserie HF890 entwickelt. Sie bietet die gleiche Außengeometrie wie die etablierte Serie HF860, ist aber für hohe Frequenzen optimiert.

Die Vorteile
- Optimaler Einsatzbereich bis 16 GHz
- Geeignet für die Prüfung vernetzter Geräte
- Insbesondere geeignet für 5G-Anwendungen
- Bewährtes Design für lange Lebensdauer
- Einfacher Anschluss über SMP-Stecker
- Einfache Montage mit passenden Hülsen
Spezifikationen
- Für MMPX (Female): HF89002B0001G
- Für MMBX und SMA (Female): HF890002B0002G
- Für MSMP (Male): HF89005B0003G
Weitere Varianten auf Anfrage.
Die passende Kontaktierungslösung für Ihre HF-Anwendung
Alle aktuellen HF-Kontaktierungen auch für Ihr Anwendungsgebiet finden Sie in unserer HF-KONTAKTSTIFT-ÜBERSICHT.

Feinmetall - neue HF-Kontaktstifte für enge Platzverhältnisse
Für die Kontaktierung von HF-Steckern wie SMB, SMC, Fakra und weitere haben sich Kontakstifte von Feinmetall bereits seit Jahren in der Praxis bewährt. Die Kontakstiftserie HF860 ist für diese Einsatzgebiete entwickelt worden und bietet zuverlässige Signalpfade für HF-Testumgebungen.
Was aber, wenn die Platzverhältnisse den Einsatz der HF860 Stifte nicht erlauben?
Für genau diese Anwendungsfälle hat Feinmetall jetzt die neue Kontakstiftserie HF830 entwickelt. Sie bietet die gleiche Performance wie die etablierte Serie HF860 und das in deutlich kompakterer Bauform.
Die Vorteile
- optimaler Einsatzbereich bis 6 GHz
- einfacher Anschluss über MCX-Stecker
- Anschlusskabel verfügbar
- einfache Montage mit passenden Hülsen
Spezifikationen
- für SMB (Male): HF83005B0002G520
- für SMC (Male): HF83005B0001G520
- für Fakra (Male): HF83005B0003G540
- für Fakra (Female): HF83002B0004G490
Weitere Varianten auf Anfrage.
Die passende Kontaktierungslösung für Ihre HF-Anwendung
Alle aktuellen HF-Kontaktierungen auch für Ihr Anwendungsgebiet finden Sie in unserer HF-KONTAKSTIFT-ÜBERSICHT

Viscom - S3088 ultra chrome SPI
Höchste Qualität dank frühzeitiger Fehlervermeidung
Eine Kontrolle an allen relevanten Punkten im Fertigungsprozess ist unerlässlich, um insbesondere Fehlerursachen zu analysieren, zu beheben und vor allem in der Zukunft zu vermeiden. Innerhalb der komplexen Baugruppenfertigung kommt dem Lotpastendruck daher eine grundlegende Bedeutung zu: Stimmt der Pastendruck nicht, kann sich der Fehler bei der nachfolgenden Bestückung und im Lötprozess fortsetzen und zu einem verkippten Bauteil oder zu einer schlechten bis fehlenden Lötstelle führen.
Optische Inspektionssysteme zur Lotpastenkontrolle, SPI, prüfen schnell und zuverlässig die Lotpastendepots auf der Leiterplatte. Dabei werden die Merkmale Fläche, Höhenprofil und Volumen vermessen. Die Mess- und Bilddaten der SPI können an den Lotpastendrucker rückgekoppelt werden (closed loop) und gleichzeitig auch an den Bestückungsautomaten weitergegeben werden (closed forward loop), damit dieser die Bestückposition an den tatsächlichen Lotpastendruck anpasst. Kritisch ist, wenn Bauteile trotz Lotpastenversatz an die Sollposition bestückt werden, da dann die Gefahr eines Aufliegers ohne elektrischen Kontakt oder einer Grabsteinbildung (Tombstoning) besteht. Lotpastenfehler wie Pastenversatz, zu wenig Paste oder Pastenbrücken zählen zu den typischen Fehlern, die die SPI erkennt. Rückschlüsse zur Optimierung von Reinigungszyklen, Offset-Korrekturen oder auch Elimination von Schwachstellen im Leiterplattendesign sind dadurch möglich.
Effizienz noch weiter steigern
Die 3D-SPI-Systeme von Viscom prüfen mit höchster Geschwindigkeit und Präzision den Lötpastenauftrag selbst für anspruchsvollste Baugruppen. Dabei werden alle wesentlichen 3D-Merkmale wie Volumen, Höhe und Form erfasst und kontrolliert ebenso wie Fläche, Versatz und Verschmierung. Dank der Quality Uplink-Funktion von Viscom werden die Prüfdaten aller Inspektionssysteme in der Linie auf einen Blick am Verifikationsplatz dargestellt, um eine Prozessanalyse und Optimierung in nahezu Echtzeit zu ermöglichen.
Weiter zum Produkt S3088 ultra chrome SPI

Ersa - Customer Care Center
Für Maschinenabnahmen stehen den Kunden 750m² Fläche zur Verfügung. Das Customer Care Center (CCC) ist Teil des neuen Ersa Fertigungs- und Produktionsgebäudes, dessen Bau 2018 begonnen hat und Ende letzten Jahres fertiggestellt wurde. Die Betreuung des CCC übernimmt ein Team mit reichlich Erfahrung aus dem Ersa Produktions- und Servicebereich. Bis zu 12 Maschinenkundenabnahmen wöchentlich können nach der Anlaufphase durchgeführt werden.





Viscom - iX7059 Heavy Duty Inspection
Vollautomatisches Inline-Röntgen mit schnellem Spezialtransport für schwere Baugruppen auf Warenträgern
Das neue Röntgensystem iX7059 Heavy Duty Inspection ist ein Mitglied der brandneuen Viscom iX-Serie für schnelles, vollautomatisches Inline-Röntgen. Um schwere und eingehauste Baugruppen taktzeitoptimiert transportieren und inspizieren zu können, wurde ein Spezialtransport für das Handling von Werkstückträgern oder auch Lötrahmen entwickelt. Dieser kann Baugruppen mit einer Größe von bis zu 500 x 500 mm und einem Gewicht von bis zu 40 kg transportieren. Damit hält die automatische Röntgeninspektion auch in Trendbranchen wie der Elektromobilität, der Netzwerkinfrastruktur für den Telekommunikationsstand 5G und im Bereich erneuerbare Energien Einzug.
Um in der Hochstrom- und Hochvoltelektronik eine 100%ige Produktqualität zu gewährleisten, muss die Wärme, die durch die hohen Ströme entsteht, zuverlässig abgeführt werden. Dafür kommen z. B. große Kühlkörper, massive Drahtlötstellen und Leistungsbauteile zum Einsatz. Zu magere Lötstellen oder Voids in Flächenlötungen können hier zu Überhitzung führen und die Funktionalität, Sicherheit und Effizienz gefährden. Eine vollautomatische Inline-Röntgeninspektion, die flexibel für 2D, 2,5D und 3D-Analysen eingesetzt werden kann, ist hier die erste Wahl für eine zuverlässige Inspektion.
Das Inspektionssystem iX7059 Heavy Duty beeindruckt mit einer Auflösung von 8 µm bis über 30 µm je nach Konfiguration. Die komplexen Prüfobjekte werden mit 130 kV oder optional 160 kV durchstrahlt. Der große Prüfumfang des Inspektionssystems erstreckt sich auf Lötfehler, Beschädigungen, verdrehte, fehlende und falsche Bauteile sowie versteckte Lunker, Blaslöcher/Voids in Flächenlötstellen und Füllgraden von THT-Lötstellen.
Für die hochgenaue und sehr schnelle 3D-Röntgeninspektion kommt das neue Bildaufnahmekonzept ‚Evolution 5‘ mit der neuen Flat Panel Detektor-Generation T3 zum Einsatz. In Kombination mit der leistungsstarken Computertomografie werden alle signifikanten Merkmale in Schichtbildern mit großer Detailgenauigkeit sichtbar, um eine präzise und komfortable Fehlererkennung zu ermöglichen. Das vereinfacht die Verifikation, reduziert Falschalarme, spart Nacharbeit und vermeidet Produktausschuss. Die komfortable Systembedienung über den modernen Touchscreen-Monitor und die einfache, schnelle Erstellung von Prüfprogrammen via der Bediensoftware vVision oder EasyPro runden das Systemkonzept ab.
Das kompakte, platzsparende System iX7059 Heavy Duty Inspection präsentiert sich in einem ganz neuen Systemdesign, das eine moderne und unverwechselbare Formsprache mit hochwertigen Materialien und robustem Gehäuse verbindet. Eine nahtlose Integration in die Fertigungs- oder Endmontagelinie sowie auch die Vernetzung, um Smart Factory-Konzepte zu realisieren, ist ebenfalls gegeben.
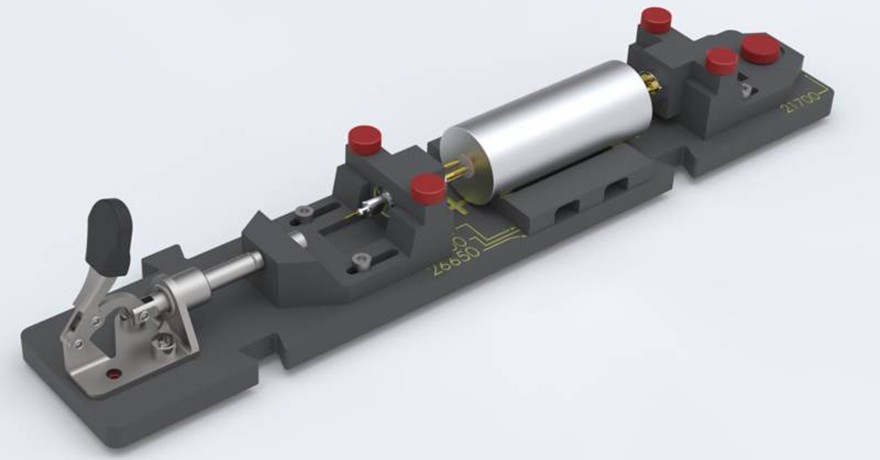
Feinmetall - Zelladapter zur Kontaktierung von Rundzellen
Erweiterbarer Zelladapter zur Kontaktierung von Rundzellen des Types 18650, 21700 und 26650. Durch das Wechseln unterschiedlicher Wechseleinsätze kann man die verschiedenen Anforderungen an die Stromstärke und Kontaktqualität abfangen.
Ersa - Null-Fehler-Herausforderung beginnt bei der Baugruppen Bestückung
Mit der neuen optischen Ersa Bestück-Kontrolle VERSAGUIDE PRO erzielen Sie in Ihrer Elektronikfertigung direkt eine höhere Erstausbeute (FPY). Denn Fehlerquellen gibt es viele, zum Beispiel eine Vielzahl unterschiedlicher Komponenten, verschiedene Baugruppen oder auch wechselnde Schichten. Mit VERSAGUIDE PRO sorgen Sie für einen stabilen, reproduzierbaren Prozess und beseitigen Fehler, bevor sie überhaupt entstehen können. Schulen Sie Ihr Anlagen-Team darauf – Sie werden sehen, wie die Motivation steigt und die Leistung nach oben geht!
https://www.youtube.com/watch?v=_sOyI2iDPV0&t=2s
In der höchsten Ausbaustufe bietet VERSAGUIDE ULTRA umfangreiche Möglichkeiten, den Bestückprozess bestmöglich zu gestalten. Mit dem 640 x 480 mm großen Sichtfeld können Codes und OCR direkt durch die Kamera gelesen und für nachfolgende Prozesse bereitgestellt werden. Das mitgelieferte IO-Modul stellt eine Prozessverriegelung sicher – die nächsten Prozessschritte finden erst statt, nachdem VERSAGUIDE PRO/ULTRA die Baugruppe zu 100% geprüft hat. Für eine optimale Ausleuchtung sorgt ein großes Beleuchtungspanel mit 18-MP-Kamera.
Ersa Prüfung nachgelagert
Um den gesamten Prozess beurteilen zu können, bietet Ersa mit VERSAGUIDE PRO/ULTRA nicht nur vor den Lötanlagen ein Assistenzsystem zur korrekten Bestückung. Nach dem Lötprozess ermöglicht VERSAEYE die Betrachtung und Klassifizierung einer Lötstelle via 360°-Rundumsicht und gewährleistet so die Erfüllung höchster Qualitätsanforderungen an die Baugruppen.

Leutz bezieht neuen Standort
Seit über 20 Jahren ist die Leutz Lötsysteme GmbH in Hochdorf Ihr zuverlässiger Ansprechpartner für innovative und individuelle Lötsysteme.
Um auch in Zukunft ein qualitativ starker Partner für neue Technologien und Innovationen zu sein, wurde in diesem Jahr ein neues Firmengebäude in Albershausen errichtet und im Oktober bezogen.

Ersa - Modernes Wellenlöten im Format bis 610 x 850 mm
Dank modularem Design lassen sich die Ersa POWERFLOW Wellenlötsysteme je nach Anforderungen in unterschiedlichsten Konfigurationen realisieren – von der High-End-Volltunnel-Schutzgaslötanlage bis zur offenen atmosphärischen Wellenlötanlage. Jedes POWERFLOW Modell setzt dabei auf stabile Prozesse und reproduzierbare Parameter mit beeindruckenden Werten hinsichtlich Verfügbarkeit, Wirtschaftlichkeit und Qualität, um alle Wellenlötaufgaben effizient und flexibel zu meistern.
In der höchsten Ausbaustufe bietet die POWERFLOW ULTRA XXL ein umfassendes Spektrum an Konfigurationsmöglichkeiten in den Bereichen Fluxer, Vorheizstrecke und Lötmodul. Damit wächst die Arbeitsbreite auf bis zu 610 mm, die Leiterplattenlängen erreichen ihr Limit bei maximal 850 mm. Mit modularem Vorheizkonzept (max. 3.000 mm Heizlänge) empfiehlt sich die ULTRA XXL mit preisgekröntem User-Interface zur Verarbeitung von besonders großen Elektronikbaugruppen, wie sie etwa bei der 5G-Technologie zum Einsatz kommen. Dank Kurz Ersa CONNECT und Kurtz Ersa GATE ist die „Big Wave“ von Ersa jederzeit bereit für Industrie 4.0.
Die Ersa POWERFLOW Modelle
Um sämtliche Ansprüche im Bereich Wellenlöten zu erfüllen, bietet Ersa neben den drei POWERFLOW ULTRA Modellen die Typen POWERFLOW und POWERFLOW PRO an. Überzeugen auch Sie sich von den Vorteilen der leistungsstarken Ersa POWERFLOW Serie! Wir haben mit Sicherheit eine passende Lösung für Ihre Wellenlötaufgaben.
Sehr gerne unterstützen wir Sie bei der Auswahl, welches Modell für die Anforderungen in Ihrer Elektronikfertigung am besten geeignet ist.

Ersa Webinare
Ersa informatiert in den Webinaren über aktuelle Themen der Löttechnik – ob über Besonderheiten beim Maschinenlöten, Grundlagen des professionellen Handlötens oder den Umgang mit Reworksystemen.
13. Oktober, 10:30-11:30 Uhr - KOSTENPFLICHTIG!Themen im Webinar:
- Zusammenspiel und Einfluss relevanter Prozessparameter
- Besonderheiten beim Fluxen, Vorheizen und Löten
- Anforderungen an Leiterplatten und Bauelemente
- Prozesskontrolle und Analyse von Lötfehlern
Referent: Jürgen Friedrich
Kosten: 75,- pro Teilnehmer
Teilnehmerkreis: max. 25 Personen
Rework-Praxis
3. November, 09:30 - 11:00 Uhr
Themen im Webinar:
- Basiskenntnisse über die mögliche Einsatzfähigkeit eines Rework-Systems
- Auswahl der Hilfsmittel für die Nacharbeit
- Durchführung eines erfolgreichen Rework-Prozesses
- Entscheidungshilfe für die Investition in ein Rework-System
Die einzelnen Prozessschritte werden anhand des Ersa Reworksystems HR 550 gezeigt und erläutert.
Zielgruppe: Rework-Einsteiger und -Anwender, Prozess- und Applikationsingenieure
Moderator: Julian Greß
Experte: Ralf Walk
Optische Inspektion – Fehlerreduktion in der Elektronikproduktion
10. November, 10:00-11:00 Uhr
Themen im Webinar:
- Assistenz statt Kontrolle
- Einfluss der Reinigungs- und Kalibrierintervalle auf Prüfqualität
- Fehlererkennung
Referent: Marcel Buck
Conrad & Ersa – Handlöten Basisseminar
11. November, 09:30-11:00 Uhr
Themen im Webinar:
- die theoretischen Grundlagen des Handlötens
- die relevanten Einflussparameter
- die theoretische Durchführung eines manuellen Lötprozesses
Zielgruppe: Löteinsteiger und Fortgeschrittene
Moderator: Adrian Münkel
Experte: Frank Kappel
Micro Rework
02. Dezember, 09:30-11:00 Uhr
Themen im Webinar:
- die Herausforderungen an den Gesamtprozess "Micro Rework"
- die Voraussetzungen zum erfolgreichen Platzieren von Lotpaste
- die Anforderungen an den Platzierprozess von Kleinstbauteilen
- den erfolgreichen Lötprozess und die Besonderheiten beim Entlötprozess
Die Durchführung und Erklärungen der einzelnen Prozessschritte erfolgen am Ersa Reworksystem HR 600/3P
Zielgruppe: Rework-Fortgeschrittene, Fertigungsplaner und Technologen
Moderator: Adrian Münkel
Experte: Manfred Wolff
Herausforderungen: Reflow- und Vakuumprozess
08. Dezember, 10:00-11:00 Uhr
Das Webinar behandelt das Thema Vakuum und die neuen Herausforderungen im Reflow-Lötprozess sowie seine Einflüsse auf das Ergebnis. Unter anderem wird dabei eingegangen auf Voiding und die Komplexität im Prozess.