
Elektronik
Viscom - S3088 ultra gold setzt sich bei ELRAD durch
Das slowenische Unternehmen ELRAD International d. o. o. hat sich im Rahmen eines intensiven Benchmarks für die Viscom S3088 ultra gold entschieden. Ausschlaggebend waren u. a. die sehr hohe Messgenauigkeit und die erstklassige Bildqualität des 3D-AOI-Systems.
Mit im 3D-AOI-Benchmark von ELRAD vertreten war ein bekannter 3D-AOI-Anbieter. Nach intensiven Tests und umfangreichen Auswertungen setzte sich die 3D-AOI-Lösung der Viscom AG klar durch. Die S3088 ultra gold überzeugte vor allem durch ihre bessere Auflösung und höchste Zuverlässigkeit. Außerdem punktete das Viscom-System mit seinen sehr fortschrittlichen Möglichkeiten der 3D-Vermessung.
Martin Znidaric, AOI-Prozess-Spezialist bei ELRAD: "Die dreidimensionalen Darstellungen und Messwerte, die das System von Viscom generiert, sind einfach hervorragend. Insbesondere unsere hohen Anforderungen bei der Inspektion von LEDs ist es die ideale Wahl." Die bei ELRAD eingesetzte S3088 ultra gold prüft im slowenischen Werk des Unternehmens in Gornja Radgona mit LEDs bestückte Baugruppen, die in Frontscheinwerfern und Heckleuchten von Fahrzeugen zum Einsatz kommen. "Diese LEDs müssen bis auf wenige Mikrometer exakt positioniert sein und dürfen keinerlei Verkippungen aufweisen", erklärt Simon Jug, Technologie-Chef bei ELRAD. Für ein international aufgestelltes Automotive-Unternehmen findet dafür in der Fertigungslinie eine spezielle 3D-Vermessung statt. Aus Sicht der erfahrenen Anwender bei ELRAD kam für diese Aufgabe nur die S3088 ultra gold von Viscom in Frage.
ELRAD entwickelt und fertigt in Slowenien, Serbien und China qualitativ hochwertige Regelelektronik für Werkzeuge, Haushaltsgeräte, Automobile und andere Anwendungsbereiche. Nicht zuletzt aufgrund der fortschreitenden technologischen Entwicklung und Miniaturisierung war im vergangenen Jahr die Anschaffung eines neuen 3D-AOI-Systems nötig.
Foto v.l.n.r.: AOI-Prozess-Spezialist Martin Znidaric und Technologie-Chef Simon Jug von ELRAD International d. o. o. zusammen mit Vertriebsingenieur Nikola Vujanovic von der Stepan GmbH, die den Verkauf des Viscom-Systems S3088 ultra gold abgewickelt hat.
Koenen - Durch Nickel eine höhere Standzeit der Schablone
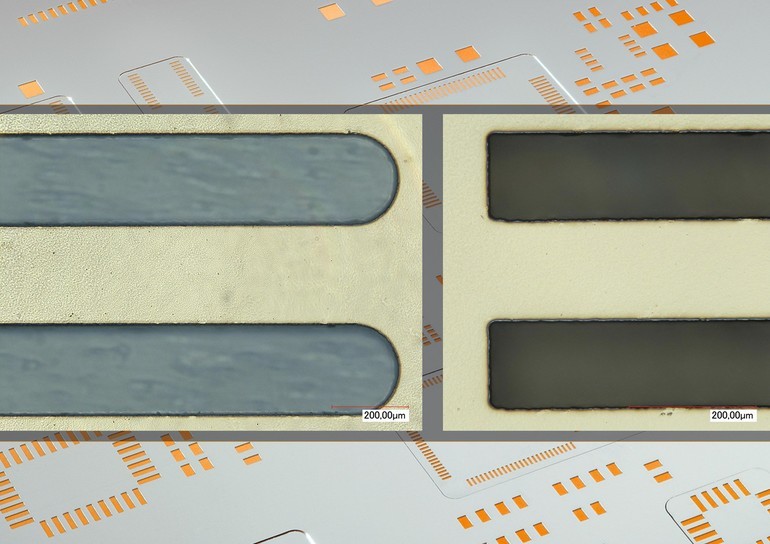
Um gerade bei der Miniaturisierung von Bauteilen fertigungstechnisch immer einen Schritt voraus zu sein, hat die Christian Koenen GmbH ein neues Hightech Material für ihre Präzisionsschablonen gesucht. In den letzten Jahren wurde im Bereich des Schablonenmaterials immer weiter geforscht und entwickelt.
Gerade der Bereich Nickel war sehr ausbaufähig. Mit Nanovate Nickel hat das Unternehmen nun ein bewährtes Produkt aus dem Bereich Luft & Raumfahrt in die Produktpalette aufgenommen. Im Vorfeld wurden umfangreiche Tests im Application Center durchgeführt. Auch einige Kunden haben das Material bereits im Einsatz und es laufen Testphasen mit hervorragenden Ergebnissen. Besonders hervorzuheben ist, dass durch kleinere Korngrößen und ein besseres Laserschneidverhalten das CK Nanovate Nickel ein außergewöhnliches Pastenauslöseverhalten aufweist, was insgesamt zu höheren Erträgen und niedrigeren Kosten führt. Die Druckdepots werden durch die schärferen Schnittkanten auf der Leiterplatten Seite viel besser abgedichtet. Die Schablonenstandzeit verlängert sich durch die verbesserte Härte und Duktilität erheblich. Bei unebenen Leiterplatten gibt es keine wellig werdende Schablone. Für spezielle Anwendungen ist das CK Nanovate Nickel sicher eine bessere Alternative zum Edelstahl.
Feinmetall - Neue Produktfamilie für Hochfrequenz-Tests
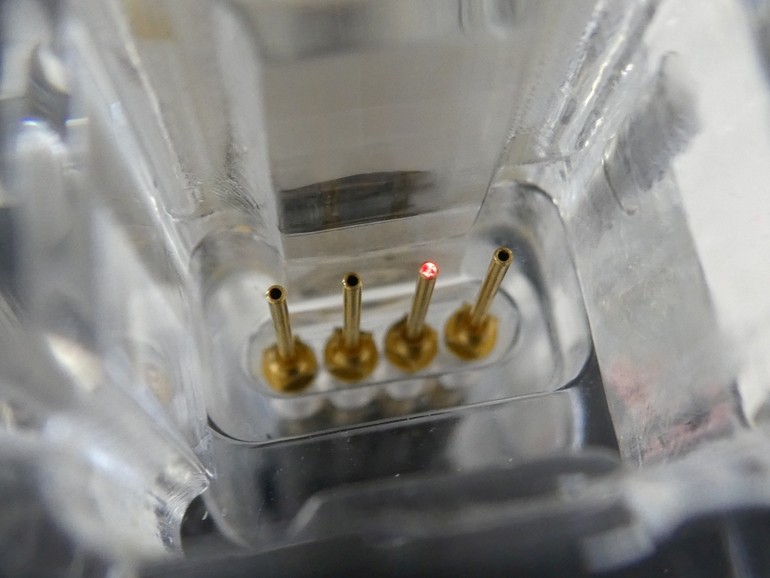
Die neue Produktfamilie HF66 eignet sich zur zuverlässigen Kontaktierung von SMD-bestückten HF-Mini-Konnektoren wie beispielsweise Switch-Konnektoren oder koaxialen Kabel-Konnektoren. Das spezielle Design dieser Stifte sorgt für eine optimale Ausrichtung am Konnektor und einen großen Zentrierbereich.
Kontaktierung von SMD-bestückten HF-Konnektoren
Zur zuverlässigen Kontaktierung von SMD-bestückten HF-Mini-Konnektoren wie beispielsweise den Switch-Konnektoren SWD, SWF, SWG, SWH, SWJ (female) und den koaxialen Kabel-Konnektoren HSC, JSC, KSC, LSC, GSC (male) hat Feinmetall die neue Produktfamilie HF66 entwickelt. Das spezielle Design dieser Stifte sorgt für eine optimale Ausrichtung am Konnektor und einen großen Zentrierbereich von +/- 0,4 mm, so dass eine gewisse Positionsabweichung des Prüflings ausgeglichen werden kann. Das Frequenzverhalten der Kontaktstifte aus der Produktfamilie HF66 ist für Frequenzen bis 6GHz optimiert.
Für unterschiedliche Montage-Anforderungen der Stifte gibt es verschiedene Einbauvarianten. So gibt es den Stift wahlweise in steckbarer oder schraubbarer Ausführung oder mit einem Flansch, der in vielen Fällen eine optimale Befestigungsmöglichkeit darstellt. Der testerseitige Anschluss der Stifte erfolgt über Standard-SMA bzw. Mini-SMP-Steckverbindungen.
Feinmetall setzt mit dieser Stifteserie und weiteren Neuentwicklungen einen großen Schwerpunkt auf Hochfrequenzanwendungen und adressiert damit vor allem Hersteller von smarten Kommunikations- und Steuerungsmodulen in verschiedenen Industriebereichen. Die neuen HF-Kontakte ergänzen bisherige Feinmetall-Kontaktierungslösungen für Standard-Stecker wie SMA, SMB, SMC und HSD optimal.
Visiconsult - Erfolgreicher Einsatz bei Ginzinger
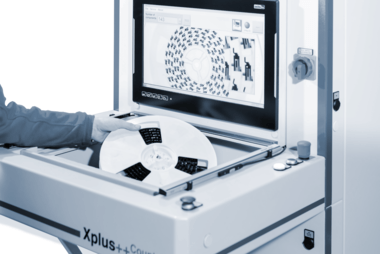
Seit Anfang Februar 2016 befindet sich in der Produktion von Ginzinger electronic systems eine neue Errungenschaft: ein Röntgengerät zur Bauteilzählung der Firma VisiConsult. Damit ist Ginzinger Pionier in Österreich beim Einsatz dieses Gerätes. Erst im November 2015 wurde es auf der Messe productronica in München vorgestellt.
In erster Linie dient dieses Gerät zur Inventur von SMT-Rollen. Wurden früher die Rollen in eine Zählmaschine eingespannt und abgerollt, legt man sie nun einfach in ein Fach. Nach rund 15 Sekunden sind die Bauteile gezählt und die nächste Rolle kann eingelegt werden. Bedenkt man, dass dieser Prozess zuvor zwischen 3 und 5 Minuten dauerte, ist der Nutzen klar erkennbar. Bei einigen tausend Rollen minimiert sich der Aufwand somit um ein Vielfaches. Die höhere Zählgenauigkeit spricht ebenfalls für dieses Verfahren. Eine weitere Anwendung findet sich beim Auf- und Abrüsten der SMT-Bestückautomaten. Zeitersparnis und höhere ZählgenauigkeitBei jedem Vorgang gehen Bauteile verloren, die das System jedoch nicht erfassen kann. Somit kam es in der Vergangenheit zu fehlerhaften Beständen und es war kaum nachzuvollziehen, wie viele Bauteile wirklich noch auf der Rolle sind.
Das neue Gerät ermöglicht außerdem eine Bestandskontrolle bei jedem Rücklagern der Bauteile. Bevor die Rollen also wieder eingelagert werden, legt man sie in das Röntgengerät und trägt den tatsächlichen Bestand ins System ein. Später wird dies automatisch über eine Schnittstelle erfolgen. Momentan können wir circa 90 Prozent unserer Bauteilformen röntgen und kontrollieren. VisiConsult arbeitet zudem bereits an einer Cloud-Lösung für optimierte Algorithmen und ein erweitertes Inspektionsportfolio der Bauformen und -teile.
Zentraler Kundennutzen:
- Kostenoptimierung dank genauerer Bestände
- Frühzeitiges Erkennen des Bauteilschwundes
- Verkürzung der Durchlaufzeit
- Weniger Stillstand
- Bessere Anlagennutzung und somit Kostenersparnis
Ersa - Personalqualifizierung 2017
Ersa bietet Ihnen Personalqualifizierung in der Elektronikfertigung, die sich vor allen Dingen an einem orientiert: Ihren Anforderungen! Im neuen Ersa Seminar- und Schulungskatalog 2017 finden Sie eine umfassende Kurs-Auswahl für alle Aspekte des professionellen Lötens.
Ersa erweitert stetig das Spektrum, um Sie für die Zukunft zu rüsten: Service und Maintenance Kurse, Technologietage, sowie Know-how-Seminare.
Lernen Sie, wie Sie mittels der Ersa VOIDLESS-Technologie eine optimale und nahezu Void-freie Lötverbindung herstellen. Ob Rework, Inspektion oder Handlöten – mit den AVLE-Seminaren können sich Mitarbeiter zur Fachkraft für Löttechnik qualifizieren. Die Lötschulungen „aus der Praxis für die Praxis“ bestehen aus mehreren Modulen und werden mit dem Lötführerschein zertifiziert.
Mit Blick auf die fortschreitende Vernetzung der Produktion – Stichwort Industrie 4.0 – wird fundiertes Know-how auf Mitarbeiter Seite immer wichtiger! Wer in Zukunft produktiv sein will, muss mehr leisten als nur die eigene Fertigung zu automatisieren! Wissensmanagement ist hier das Stichwort der Stunde!
Innovationskraft und Methodenkompetenz unserer Kunden und Partner möchten wir daher unterstützen – mit hochwertigen Schulungsunterlagen, professionellen Kursstätten und qualifizierten Trainern. Gemeinsam liefern diese jedem Teilnehmer wichtiges Hintergrundwissen in enger Verknüpfung mit den handwerklichen Fertigkeiten im praktischen Bereich.
Alle Schulungstermine finden Sie hier.
Christian Koenen: Maschinenpark mit neuester Technologie ausgestattet
Die Christian Koenen GmbH investiert wieder in zwei Lasersysteme der neuesten Generation. Der Maschinenpark wird stets auf dem neuesten Stand der Technik gehalten, damit wird das Unternehmen den immer komplexer werdenden Kundenanforderungen an die Schablonentechnik gerecht.
Mit dieser Investition stellt das Unternehmen sicher, dass die Hightech-Stencils „Made in Ottobrunn" auch weiterhin ihren Beitrag zur Steigerung der Prozesssicherheit im anspruchsvoller werdenden Druckprozess leisten. Frei nach dem Unternehmensmotto „Always one Step ahead", stärkt dieses Investment die führende Marktposition des Unternehmens in Europa.
Das Unternehmen zeigt einmal mehr, dass nur durch stetiges Investment in die neuesten Technologien, die Herstellung von Produkten der Spitzenklasse bei gleichzeitig steigender Komplexität in der Elektronik, gewährleistet ist. Dem eigenen Anspruch in Bezug auf Qualität und Service im Blick sowie die Wünsche der Kunden in Bezug auf Präzision, Flexibilität und Technologieentwicklung der nächsten Generation gerecht zu werden – dies sind die Triebfedern des Unternehmens. Mit dem LPKF G6080 hat das Unternehmen das innovativste und technisch beste System, welches aktuell auf dem Markt verfügbar ist. Der Maschinenpark in Ottobrunn wurde Anfang Juni mit dieser neuesten Technologie ausgestattet.
Inmatec startet digital durch
Inmatec hat sich 2016 ganz und gar der digitalen Weiterentwicklung des Unternehmens verschrieben: Der Webauftritt ist neu, die Social Media Strategie erweitert und zusätzlich nimmt man sich auch verstärkt um das Thema Industrie 4.0 an.
Industrie 4.0
Wie schon seit längerem geplant, nimmt INMATEC die „Industrie 4.0“-Konformität in Betrieb. Aber was heißt „Industrie 4.0“ eigentlich? Die „Industrie 4.0“ zeichnet sich durch Individualisierung bzw. Hybridisierung der Produkte und die Integration von Kunden und Geschäftspartnern in die Geschäftsprozesse aus. Durch die neue Ausrichtung ergibt sich eine Steigerung der Flexibilität, der Prozessqualitäten und des ökonomischeren Betriebs der Anlagen.
Die Vorteile sind: Vernetzung der angebundenen Produkte100% ProzessüberwachungOptimales EnergiemanagementOptimierung der Anlage nach Kundenwunsch auf Grund von optimaler DatenauswertungLangfristiger Werterhalt.
Neue Inmatec Website
INMATEC hat nun eine neue Website in einem komplett neuen Design. Wieso eine neue Webseite? Es ist wichtig mit der Zeit zu gehen und sich „uptodate“ zu präsentieren. Deshalb sollte man alle 2-5 Jahre seine Webseiten auffrischen oder komplett neu gestalten. Die neue Webseite ist nun hell und einladend gestaltet sowie mit Animationen dem digitalen Zeitgeist angepasst.
Inmatec im Social Web
INMATEC ist jetzt in den sozialen Medien vertreten, denn um diese, kommt man, wenn man mit der Zeit gehen möchte, heute nicht mehr herum. Ob Facebook, Twitter, Google+, Youtube oder LinkedIn und Xing. Wir sind dabei!
Wir berichten und posten dort nun in regelmäßigen Abständen Neuigkeiten, interessante Artikel, Messebesuche oder allgemeine Informationen zu INMATEC und vieles mehr. Wir laden Sie ein unsere Seiten anzuschauen und freuen uns über neue Liker, Follower und Unterstützer für tolle Interaktionen!
Facebook, Twitter, Youtube, LinkedIn, Xing

ATX Neuheit - Herzschonende Bedienung des Adapters
Die ATX geht weiter voran. Mit hochwertigen Dienstleistungen, Produkten und individuellen Lösungen begeistert ATX seine Kunden und garantiert langfristige Zufriedenheit. Produkte werden ständig weiterentwickelt und mit den Kunden abgestimmt. Heute können wir Ihnen die neue MMI-Serie vorzustellen. Mit dieser neuen Serie wurde eine Lösung erarbeitet, die Ihren Mitarbeitern bei der Durchführung des Testvorgangs am Adapter eine natürliche Haltung, sowohl stehend als auch sitzend garantiert.
Die neu entwickelte, zum Gebrauchsmuster angemeldete Hebelmechanik, ist ganz speziell auf die Handbewegung ihres Mitarbeiters abgestimmt und sorgt für eine
herzschonende Beanspruchung des Bedieners.
Das Arbeiten am Adapter garantiert die Einhaltung eines rechten Winkels, sowohl bei den Ellbogen als auch bei den Knien und stellt konsequent die aufrechte Sitzhaltung sicher. Darüber hinaus vermeiden wir eine Fehlbeanspruchung von Armen, Schultern, Beinen und Rücken. Die ausgeklügelte Kulissenmechanik sorgt für niedrige Bedienkräfte auch bei hohen Nadelkräften und ermöglicht ermüdungsfreies Arbeiten, vor allem bei hohen Stückzahlen. Der MMI schafft die optimalen Voraussetzungen für einen
ergonomischen Arbeitsplatz.

Yamaha Motor IM kündigt neuen Highspeed-Bestücker ∑-F8S mit verbesserter Bestückrate an
Yamaha Motor IM Europe gibt bekannt, dass der neue, modulare Premium-Bestücker Σ(Sigma)-F8S dem Fachpublikum am 1. April 2016 vorgestellt wurde.
Das neue Modell der modularen Premium Σ-Serie, der Bestücker Σ-F8S, ist eine Weiterentwicklung des bewährten Modells Σ-F8. Mit seinem Rotations-Direktantriebs-Kopf erreicht dieser (unter optimalen Bedingungen) eine Bestückleistung von 150.000 BT/h – dem weltweit höchsten Wert. Der neue Bestücker Σ-F8S übertrifft diese Bestückleistung im Mittel um weitere fünf Prozent. Darüber hinaus kann das neue Modell aufgrund der weiter erhöhten Genauigkeit auch die extreme kleinen 0201-Chips (0,25 x 0,125 mm) bestücken.
In Japan wurde der Σ-F8S bereits vom 13. bis 15. Januar 2016 auf der 45. INTERNEPCON JAPAN in Tokyo gezeigt.
In den letzten Jahren haben sich Miniaturisierung, Verdichtung, Funktionsanreicherung, Diversifizierung und Verkürzung der Produktlebenszyklen für einige Produkte wie Verbraucherelektronik, PCs und Mobiltelefone spürbar beschleunigt. Für die genannten Produkt-Typen bedeutet das, dass bei höheren Geschwindigkeiten und flexibleren Auftragsgrößen – von vielfältigen Kleinaufträgen bis zur Großserie – alles auf der gleichen Produktionslinie gefahren werden muss.
Als Antwort auf diese gestiegenen Anforderungen und basierend auf dem vorhandenen Hochleistungsbestücker Σ-F8, bietet Yamaha Motor IM mit dem weiterentwickelten Premium-Bestücker Σ-F8S den nächsten Schritt in moderner Bestücktechnologie. Das verringerte Gewicht der Achsantriebe und die neue Servo-Steuerung tragen maßgeblich zu den neuen Leistungsdaten mit bei.
Ob durchsatzstarke Großserienproduktion oder hochflexible Fertigung häufig wechselnder Produkte: Yamahas umfassende Auswahl an SMD-Bestückern deckt den Bedarf des sich ständig ändernden Marktes. Yamahas Kunden profitieren vom Full-Line-Angebot, das nicht nur SMD-Bestücker, sondern auch Schablonendrucker, Dispenser und Inspektionssysteme umfasst. Qualitäts- und Effizienzverbesserung bei jeglichem Produkttyp entstehen durch Yamahas TOTAL-LINE-SOLUTION, die die Synergien zwischen allen Einzelkomponenten in wirtschaftliche Vorteile für den Kunden umsetzt.

Neuer Partner: Yamaha
Yamaha Motor IM ist eine Abteilung der Yamaha Motor Corporation und wurde 1984 gegründet. Yamaha IM Bestücker haben sich im SMD-Markt mit ihrem „Modul-Konzept“, das sie hervorragend mit dem Trend zur Verwendung von kleineren und vielfältigeren elektrischen/elektronischen Bauteilen bei der Leiterplattenbestückung kombinieren können, einen Namen gemacht.
Yamaha Motor IM hat mit über 35.000 installierten Maschinen einen starken Marktanteil im Bereich der SMD-Bestückung. Dadurch können Design und Engineering, Herstellung, Vertrieb und Service in einem einzigen umfassenden System abgewickelt werden. Darüber hinaus hat das Unternehmen seine Kerntechnologien aus den Bereichen Servomotor-Steuerung und Bilderkennung für Vision-Kamera-Systeme genutzt, um Lotpasten-Drucker, Leiterplatten-Inspektionsgeräte, Flip-Chip-Hybrid-Bestücker und Dispenser zu entwickeln. Dadurch ist es heute möglich, eine komplette Linie für die elektrische/elektronische Bauteil-Montage anzubieten. Das heißt, Yamaha kann den Anforderungen an die Fertigung mit einer optimalen Auswahl an Systemen begegnen. Yamaha Motor IM verfügt über Vertriebs- und Service-Niederlassungen in Japan, China, Südostasien, Europa und Nordamerika und bietet damit ein wahrhaft globales Vertriebs- und Service-Netz mit kurzen lokalen Wegen.
Neuer Partner: VisiConsult
VisiConsult X-ray Systems & Solutions hat eine neue Methode zum automatischen Zählen von SMD-Bauteilen ohne zeitraubende Komponententypauswahl entwickelt. Zeitgemäße Fertigungsprozesse sind heutzutage zum größten Teil komplett automatisiert.
Durch den Einsatz von Röntgentechnik und modernster Bildverarbeitung lässt sich dieser Prozess stark beschleunigen. Die Zählergebnisse werden automatisch auf Etiketten gedruckt. Bei Bedarf kann das Resultat auch per Schnittstelle in ein MES oder ERP-System eingespeist werden. Dies schafft Transparenz im Materialverbrauch und ermöglicht eine Echtzeitdarstellung der Lagerbestände. Viele renommierte Systeme, wie FUJI trax, Cogiscan uvm. sind bereits eingebunden.
Die Entwicklung der Anlage erfolgte in enger Zusammenarbeit mit einem weltweit führenden Elektronikfertiger und hat sich in etlichen Installationen weltweit bereits bewährt. Die XRHCount ist sehr kompakt und für fast alle gängigen SMT-Bauteile mit einem Rollendurchmesser von bis zu 400 mm einsetzbar. Selbst kleinste Komponenten (01005 oä.) sind mit diesem System erstmals kontaktlos zählbar! Mit einer extern ermittelten Genauigkeit von 99.9% im Praxisbetrieb lässt sich Ihr Bestand hervorragend abbilden.
Eine Innovation ist die automatisierte Komponentenschätzung. Dies macht eine Typvoreinstellung überflüssig. Neue Typen werden vom System erkannt und verarbeitet, wenn eine ähnliche Art bereits in der Typdatenbank vorliegt. Das System erkennt die Ähnlichkeit und wählt automatisch die beste Lösung. Durch die kostenlose Counting-Cloud Lösung müssen neue Komponenten nicht mehr selber eintrainiert werden, sondern werden global durch VisiConsult verarbeitet. So wird die ohnehin umfangreiche Datenbank wöchentlich um alle neuen Komponenten von etlichen Anlagen weltweit erweitert. Mit einem ROI von weit unter einem Jahr können wir auch Ihnen helfen unnötige Kosten zu sparen.
Die XRHCount ist das weltweit einzige System mit automatischer Komponenten-Typ Schätzung (Automatic Component Estimation - ACE). Dies führt zu einer starken Vereinfachung und Beschleunigung des gesamten Prozesses.
Neuer Partner: PVA
Dosier-, Beschichtungs- und individuelle Automatisierungslösungen von Weltrang: Wenn es um Präzision geht, dann vertrauen Hersteller der ganzen Welt auf die Conformal-Coating-Anlagen, Dosierlösungen und individuellen Automatisierungsprodukte von PVA.
Seit 20 Jahren unterstützt PVA die Fertigungsbranche mit kundenorientierten Lösungen, die in Industriezweigen wie Solarbranche, Halbleiter-Packaging, Leiterplattenbestückung, Herstellung von medizinischen Instrumenten und Unterhaltungselektronik zum Einsatz kommen. Von Tischgeräten bis hin zu Inline-Fördersystemen prüfen wir jeden Fall unabhängig und ohne Einschränkungen, um sicherzustellen, dass Sie ein Produkt mit optimaler Zuverlässigkeit herstellen.
PVA hat seinen Firmensitz im Norden des Bundesstaates New York und verfügt über regionale Niederlassungen in ganz Nordamerika, Europa und Asien. PVA-Systeme werden durch ein rund um die Uhr zur Verfügung stehendes weltweites Servicenetzwerk unterstützt. Und regional ausgebildete Techniker sorgen für schnelle Reaktionszeiten.

Neuer Partner: TOTECH
Wir freuen uns, Ihnen ab sofort innovative und vielseitige Produkte der Firma Totech anbieten zu können.
Es stehen Ihnen eine Vielzahl verschiedener Schränke für alle unterschiedlichen Anwendungen und Applikationen zur Verfügung.
Sprechen Sie uns an - wir finden gemeinsam die passende Lösung für die richtige Lagerung Ihrer Produkte.

Neuer Partner: IPTE
Nachdem unser langjähriger Partner Mühlbauer Traceability GmbH (ehem. Rommel) mit Ende 2015 den Betrieb eingestellt hat sind wir froh, Ihnen mit der Firma IPTE einen Ersatz und eine Alternative präsentieren zu dürfen.
Wir können Ihnen ab sofort folgende IPTE-Produkte anbieten und freuen uns auf Ihre Anfragen.
- Markiersysteme
- Nutzentrennen
- Puffer-Systeme
- Scan-Systeme
- Belade- und Entladestationen
- Transporteinheiten
- Selektives Kolbenlöten

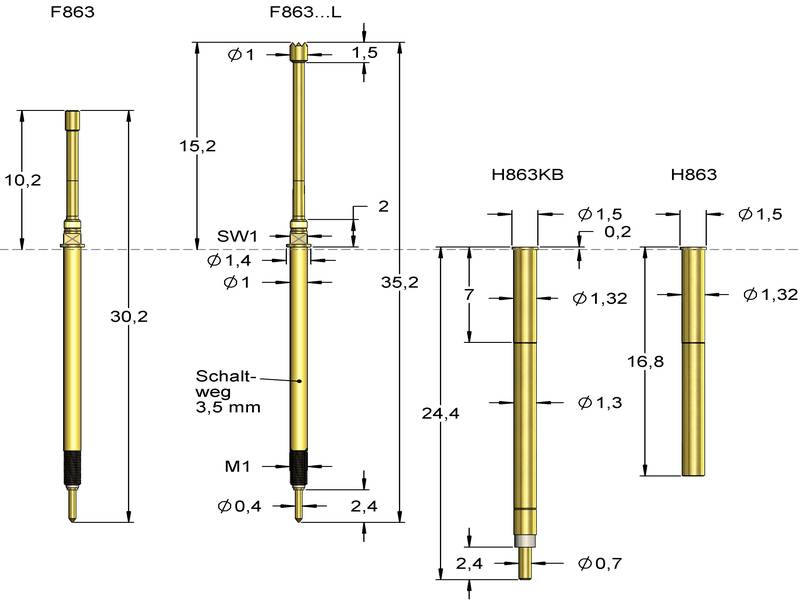
Kleinster schraubbarer Schaltstift am Markt
Der neue Feinmetall Kontaktstift F863 erlaubt die Realisierung von Anwesenheitstests auch bei kleinen Rastermaßen von nur 1,9 mm. Mit einer Länge von 30,2 mm, einer Herausraghöhe von 10,2 mm und einem Durchmesser von nur 1,0 mm (Kragen 1,4 mm) ist der F863 der kleinste schraubbare Schaltstift am Markt.
Anwesenheitstest auf kleinstem Raum
Mit dem neuen FEINMETALL Kontaktstift F863 lässt sich auch bei kleinen Rastermaßen von nur 1,9 mm ein Anwesenheitstest realisieren. Der schraubbare Schaltstift arbeitet als Schließer, das heißt er schließt einen in den Kontaktstift integrierten Schalter nach Erreichen des Schaltweges von 3,5 mm, während der Nennhub bei 4,0 mm liegt.
Die Prüfung auf Anwesenheit mit einem Schaltstift erfolgt nach einem einfachen Prinzip: Ist am Prüfling ein Bauteil oder ein Kontaktelement anwesend, so drückt dieses beim Kontaktieren den Schaltstift ein, der Schalter wird betätigt und die Anwesenheit detektiert. Ist das Bauteil oder Kontaktelement nicht anwesend, so wird der Kolben des Schaltstiftes nicht eingedrückt, der Schalter nicht betätigt und somit kann der Fehler erkannt werden.
Der Schaltstift F863 hat eine Länge von 30,2 mm, eine Herausraghöhe von 10,2 mm und einen Durchmesser von nur 1,0 mm (Kragen 1,4 mm). Er ist in verschiedenen Varianten erhältlich: Es kann zwischen einer runden, flachen und waffelförmigen Kopfform gewählt werden und die Stifte sind mit Federkräften von 80 und 150 cN verfügbar.

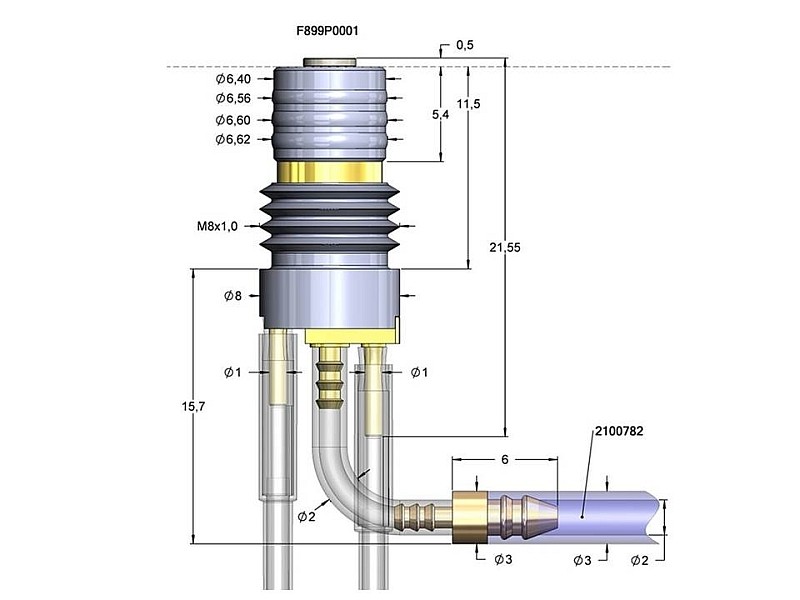
Pneumatischer Mikro-Schaltstift F899
Der pneumatische Mikro-Schaltstift wurde speziell zur Abtastung bei begrenzten Platzverhältnissen entwickelt. Durch pneumatisches Ausfahren des Kolbens, sowie eine integrierte doppelte Schaltfunktion, kann die korrekte Position eines Prüflings einfach festgestellt werden.
Positionsbestimmung auf engstem Raum
Der pneumatische Mikro-Schaltstift F899 wurde speziell zur Abtastung und Positionsbestimmung bei begrenzten Platzverhältnissen entwickelt. Durch pneumatisches Ausfahren des Kolbens kann der Stift direkt angesteuert werden, so dass beispielsweise auch seitliche Kontaktierungen problemlos möglich sind. Eine integrierte doppelte Schaltfunktion erlaubt auf einfache und effektive Weise eine genaue Lagebestimmung und somit beispielsweise die Abfrage von Pinlängen, Lochtiefen oder Konturen des Prüflings.
Während die meisten Schaltstifte nur einen Schaltpunkt nach einem spezifischen Hub aufweisen und den Schaltzustand dann bis zum maximalen Hub beibehalten, sind in den pneumatischen Mikro-Schaltstift F899 zwei Schaltpunkte integriert. Beim Ausfahren des Kolbens wird dadurch nach einem spezifischen Hub der Schaltstromkreis geschlossen und nach einem definierten weiteren Hub wieder geöffnet. Durch diese sogenannte Off-on-off-Charakteristik ist es möglich, die Sollposition des Prüflings mit nur einem Schaltstift genau zu überprüfen und dabei Abweichungen von der Sollposition in beide Richtungen zu detektieren. Die Genauigkeit der Schaltpunkte liegt im Bereich ± 0,2 mm.
Die neue Generation des Mikro-Schaltstiftes F899 ist sehr kompakt, und das trotz des pneumatischen Betriebes und der integrierten Funktionen. Er eignet sich daher bestens für den Einsatz bei beengten Platzverhältnissen. Der Durchmesser liegt bei 8 mm, die Gesamtlänge hängt von den elektrischen und pneumatischen Anschlüssen ab, der Platzbedarf in der Länge liegt bei mindestens 34 mm. Das neue Design des Stiftes wurde hinsichtlich der Robustheit, des komfortablen Einbaus und der Handhabung der elektrischen und pneumatischen Anschlüsse optimiert.
Aufgrund seines langen Gewindes ist die Position des neuen pneumatischen Mikro-Schaltstiftes F899 mit einem passenden Werkzeug um bis zu 2 mm variabel einstellbar. Durch die isolierte Ausführung des Schaltstromkreises eignet er sich auch für einen potenzialfreien Einsatz. Zusätzlich kann der Stift luftdicht in Sacklochbohrungen eingebaut werden, so dass der Aufbau von vakuumdichten Modulen einfach realisiert werden kann. Der elektrische Anschluss des Stiftes erfolgt einfach über steckbare Leitungen, die im Lieferumfang enthalten sind. Eine flexible Ausführung des Pneumatik-Anschlusses gibt dem Anwender viele Freiheiten für sein spezielles Modul- oder Adapterdesign. Im Wartungsfall kann der pneumatische Mikro-Schaltstift sehr einfach ausgetauscht werden.

VERSAPRINT mit 100% 3D-SPI
Multifunktional, prozesssicher, minimaler Footprint!
Die VERSAPRINT Schablonendrucker mit 100% integrierter Post-Print-Inspektion haben sich erfolgreich im Markt für Elektronikfertigung etabliert. Längst sind sie dem Status „einfache Drucker“ entwachsen und haben sich in Multifunktionsmaschinen verwandelt. Als Erweiterung der 2D-Inspektion stellt Ersa jetzt den VERSAPRINT 3D-SPI vor – mit noch größerer Prozessüberwachung und minimaler Stellfläche!
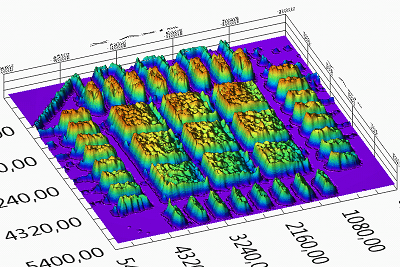
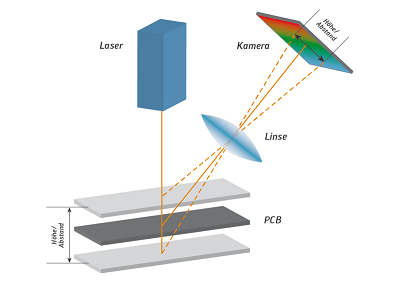
Die Idee zur integrierten 3D-SPI (SPI kurz für „solder paste inspection“) gab es schon länger – doch es brauchte eine tragfähige Maschinenbasis, die Ersa in den Druckerplattformen VERSAPRINT P1 und S1 fand. Bei der Wahl des passenden Verfahrens zur Integration ins bestehende Druckerkonzept kam nur die Lasertriangulation in Frage. In 3D-SPI-Systemen wird dabei das Messobjekt durch eine Laserlinie abgetastet und alle relevanten Höheninformationen entlang dieser Linie bestimmt.
Nur mit dieser Methode lässt sich im begrenzten Bauraum zwischen Leiterplatte und Schablone eine kompakte Kamera platzieren. In dieser Position hat sie zwei Funktionen zu übernehmen: erstens das Ausrichten der Leiterplatte zur Schablone, zweitens die 3D-Inspektion. Vorteil hier: Die Ersa Entwickler sind durch die Line-Scan-Technologie der 2D-Inspektion mit dem Scannen der Leiterplatte vertraut – perfekte Voraussetzungen, um darauf die dritte Dimension aufzubauen. Die 3D-Inspektion bewertet Merkmale wie Volumen, Fläche, Höhe, Kurzschluss und Offset. Die Inspektion erfolgt ausschließlich mit Lasertriangulation und nimmt im Fall eines Fehlers zur besseren Darstellung und Analyse zusätzlich ein 2D-Bild auf. Das 3D-Bild lässt sich beliebig drehen und ermöglicht eine schnelle und sichere Analyse – Höhenangaben sind dabei farblich unterlegt und im Grenzbereich gelb und rot eingefärbt.
Die Integration von Schablonendruck und 100%-Inspektion in einer Maschine sind die Kernfeatures der Baureihe VERSAPRINT 3D-SPI. Mit der 3D-Inspektion ergänzt Ersa die bisherige 2D-Inspektion nicht nur um eine weitere Variante, sondern bietet seinen Kunden einen wichtigen Schritt hin zu noch größerer Prozessüberwachung und -sicherheit. Das System verspricht einen bisher unerreichten Automatisierungsgrad im Prozessschritt Schablonendruck und sorgt so für eine konstante und weitestgehend bedienerunabhängige Prozessqualität. Bereit für die dritte Dimension?
Vorteile VERSAPRINT 3D gegenüber Stand-alone-Modellen:
- VERSAPRINT Schabloneninspektion erkennt Fehler, bevor sie entstehen
- integrierte Closed-loop-Funktion für Druckoffset
- eine Software für Druck und Inspektion, ein durchgängiges Bedienkonzept
- weniger Platzbedarf in der Fertigung

VERSAFLOW 4/55
Das Beste noch besser gemacht! Die nächste Generation der weltweit führenden Inline-Selektivlötsyteme setzt erneut Maßstäbe.
Mit der VERSAFLOW 4/55 präsentiert Ersa die nächste Generation der weltweit führenden VERSAFLOW Inline- Selektivlötsysteme, die über folgende Features verfügt: neue, intuitiv bedienbare, preisgekrönte Bedienoberfläche ERSASOFT 5.0, motorisch verstellbare y-Achse bei Fluxer- und Lötmodul, Y- und Z-Variabilität, Vollkonvektionsvorheizung und 508 x 508 mm Bearbeitungsfläche im Durchlauf. Durch perfektes Zusammenspiel aller Komponenten führt dies zu abermals gesteigerter Prozessflexibilität und weiter optimierter Produktivität.
Ersas neue High-End-Anlage VERSAFLOW 4/55 ist die optimale Selektivlötanlage für große und komplexe Boards in der Elektronikfertigung. Je nach Anwendung und Anforderung können dank des modularen Aufbaus zusätzliche Flux-, Vorheiz- oder Lötmodule integriert werden. Sämtliche Module arbeiten ihre Programme autark ab, Rüstzeiten entfallen ebenso wie Bedienereingriffe und führen zu höchster Produktivität und Prozessflexibilität. Auf der Productronica stellt Ersa die VERSAFLOW 4/55 mit dem neuen Augmented-Reality-Tool Ersa IMAGESOFT vor, das per Tablet 3D-Einblicke in die komplette Maschine ermöglicht – ohne Öffnen der Maschinenverkleidung!

Betriebsstoffe sparen, Durchsatz erhöhen
Unter dem Maschinenkleid der 4/55 findet der Löt-Experte eine geballte Innovationsdichte, die bei der Baugruppen-Zuführung startet: Die „Bad Board“-Erkennung detektiert, ob in einer Nutzenleiterplatte alles zu löten ist. Sind einzelne Platten nicht bestückt, erkennt dies das System und schließt nicht bestückte LPs von der Bearbeitung aus – das spart Betriebsstoffe und erhöht den Durchsatz. Ein Fluxmodul ist mit bis zu vier Multi-Drop-Fluxköpfen ausrüstbar, um simultan vier Leiterplatten zu fluxen. Die Vorheizmodule verfügen über komplett neu entwickelte drehzahlgesteuerte Vollkonvektionsoberheizungen, Bauteile auf der LP-Oberseite erhalten bestmöglichen thermischen Schutz bei schonend-effektiver Erwärmung.Innovative Funktionen kann auch das Lötmodul vorweisen: Die bislang in Doppeltiegelmodulen getrennten Optionen Y- und Z-variabel sind in der VERSAFLOW 4/55 kombiniert und per Lötprogramm parametrierbar. Der Parameter Y-variabel passt den Abstand der beiden Löttiegel/-düsen automatisch an den Abstand von Einzelboards in Nutzen-LPs an. Verschiedene Nutzenleiterplatten mit unterschiedlichen Offsets können im Mixbetrieb verarbeitet werden – ohne manuellen Eingriff ins Lötmodul und ohne Wartezeit. Optional ist auch die programmierbare Option Y-variabel für den Fluxer verfügbar. Die Option Z-variabel dient meist dazu, auf einer Leiterplatte mit zwei Lötdüsengrößen zu arbeiten. Dank dem neuen Design kann der nicht genutzte Tiegel bis zu 60 mm unter die Arbeitshöhe abgesenkt werden, um mit einer Lötdüse auch zwischen sehr hohen Bauteilen zu löten.
Perfekte Prozesssicherheit, perfekte Lötqualität
Um den Zustand der benetzbaren Lötdüsen-Oberflächen im Betrieb zu überwachen, verfügt die VERSAFLOW 4/55 über eine IP-Kamera, die aus unterschiedlichen Blickwinkeln die Prozesssicherheit der Lötdüsen kontrolliert, bedarfsabhängig die Aktivierung der Lötdüsen-Oberflächen auslöst und berührungslos die Lötwellenhöhe überwacht. Zusätzliches Highlight in der Prozessüberwachung ist die permanente Restsauerstoffmenge an den Lötdüsen, denn die Schutzgasatmosphäre ist ein wichtiger Parameter für die Lötqualität. Natürlich wurde auch an den Bediener und anwenderfreundliches Handling gedacht: Die intuitiv bedienbare Maschinensoftware ERSASOFT 5 wurde komplett neu entwickelt, basiert auf neuesten Microsoft-Technologien und wird via 24´´-Touchscreen bedient. Zudem ermöglicht sie lückenlose Prozessüberwachung und Visualisierung, Senkung der Zeiten zur Konfiguration von Parametern, vollständige Prozessdatenverwaltung, Dokumentation aller Prozess- und maschinenrelevanten Daten sowie Schnittstellen zur Traceability-Einbindung per ZVEI-Protokoll bzw. MES-Systeme. Auf den Punkt gebracht: Mit der VERSAFLOW 4/55 definiert Ersa die Zukunft der Selektivlöttechnik!
ROBOPLACE
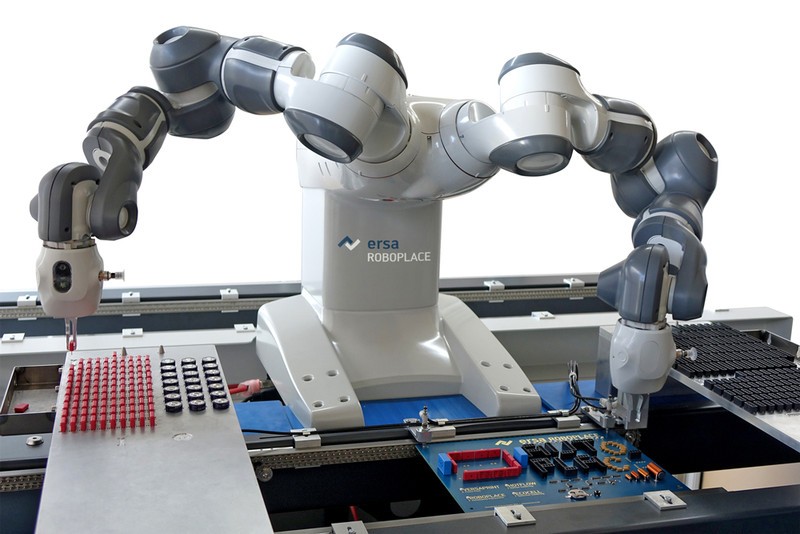
Der Ersa ROBOPLACE läutet eine neue Ära der Mensch-Maschinen-Kollaboration beim Löten ein. Mit flexibler 2-Arm-Technik schafft er Freiräume für anspruchsvollere Tätigkeiten des Operators. Keine Schutzraumtechnik erforderlich.
Viele reden darüber, Berichte aus Japan faszinieren, aber nur wenige setzten den „Kollegen“ Roboter bislang in der Flachbaugruppenfertigung ein. Die Argumente dafür und dagegen werden gleich einer Endlosschleife diskutiert. Mit dem kollaborativen Roboter Ersa ROBOPLACE durchbricht Ersa, Systemlieferant und Markt- und Technologieführer bei Selektivlötsystemen, die Diskussion des „Ich möchte gern, aber weiß nicht wie?!“ und stellt die praktische Anwendung vor. Bei technisch anspruchsvollen Flachbaugruppen für die Industrie und den Automotive-Bereich sind THT-Bauteile fester Bestandteil. Steckerleisten, Kondensatoren, Drosseln oder Sonderbauteile, oftmals nur einige wenige Bauteile pro Flachbaugruppe, werden im Zulauf der Selektivlötanlage bisher manuell bestückt. Da es sich oftmals um Fließfertigung mit kleinen Taktfolgen handelt, werden mehrere Mitarbeiter zum Bestücken eingesetzt, um den Takt aufrechterhalten zu können.
Hier kommt der Ersa ROBOPLACE zum Einsatz und übernimmt die monotonen, wiederkehrenden Arbeiten (bei kleinen bis mittleren Stückzahlen). Er ersetzt nicht den Operator, sondern ermöglicht die weitere Spezialisierung der Mitarbeiter für höherwertige Aufgaben. Somit wird das Lean-Konzept in Verbindung mit der SMART FACTORY konsequent umgesetzt und die Anbindung an die Fabrik 4.0 (Industrie 4.0) ist vorbereitet. Als Basis dieser neuen Ära der Mensch-Maschine-Zusammenarbeit, in der Roboter gemeinsam mit Menschen an der gleichen Aufgabe arbeiten, ohne dass die Sicherheit der Menschen gefährdet wird, setzt Ersa die YuMI™-Robotertechnologie von ABB ein.
Zwei Greiferwerkzeuge verdoppeln die Flexibilität des ROBOPLACE, wobei sich beide Arme unabhängig voneinander und kollisionsfrei ansteuern und bewegen lassen.
Doppelt flexibel durch 2-Arm-Technik
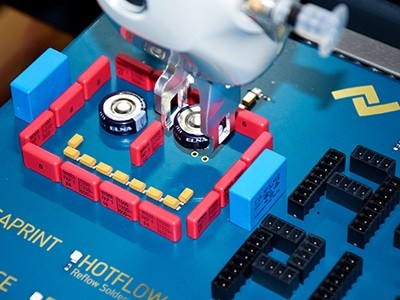
Der kollaborative Roboter Ersa ROBOPLACE kommt vor Selektiv- und Wellenlötanlagen zum Einsatz und benötigt beim Bestücken keine Schutzeinrichtung. Da er bei Berührung stehenbleibt oder sich von der Berührung wegbewegt, ist er wie alle kollaborativen Systeme langsamer als die bekannten, hinter Schutzeinrichtungen betriebenen Roboter. Diesen vermeintlichen Nachteil gleicht der Ersa ROBOPLACE durch zwei Arme aus, was ihn doppelt so schnell macht. Als weiteren Vorteil bietet die 2-Arm-Technik die Möglichkeit, zwei unterschiedliche Greiferwerkzeuge einzusetzen, was auch die Flexibilität verdoppelt. Beide Arme werden völlig unabhängig voneinander angesteuert und bewegt, wobei eine Kollision ausgeschlossen ist. Die Aufnahme der Bauteile erfolgt in der Regel über Fingergreifer, da so die Zentrierung der Bauteile auf Mittelpunkt bereits beim Greifen erfolgt.
Bei der Bauteilezufuhr wird aus schnell wechselbaren Trays entnommen oder es kommen übliche Stangen oder Pfister-Gurtverpackungen zum Einsatz. Die Gesamtkommunikation: Multicode-Erfassung der Flachbaugruppe, SMEMA-Schnittstelle zum Beladesystem, Kommunikation ROBOPLACE sowie Übergabe an die Selektivlötmaschine mit Produktverfolgung als auch die MES-Anbindung erfolgt über die ROBOPLACE-Maschinensteuerung. Das Teachen der Bewegungsabläufe erfolgt einfach über Smart-Devices, also Tablet-PC oder Smartphone. Dazu steht eine Bauteilplatzierungs-Software zur Verfügung, über die grundsätzliche Abläufe bereits roboteroptimiert abgerufen werden können. Darüber hinaus kann der Anwender eigene Bewegungsabläufe (innerhalb maximaler Bewegungsstrecken) sehr einfach und intuitiv mit dieser APP programmieren. Mit dem ROBOPLACE beschreitet Ersa völlig neue Wege und setzt Maßstäbe in der Flachbaugruppenproduktion. Die Beziehung Mensch – „Kollege“ Roboter ist neu definiert und verbessert den Produktionsprozess nachhaltig zum Vorteil der Mitarbeiter.

3D-AXI X7058
Inline-Röntgeninspektion – extrem schnell, beidseitig und vollflächig.
Viscom AXI-System X7058 für die vollflächige 3D-Röntgeninspektion
Die X7058 wurde speziell für eine ultraschnelle, inlinefähige 3D-Röntgeninspektion elektronischer Baugruppen entwickelt. Mit dem System wird die gesamte Baugruppe zu 100 Prozent 3D geprüft. Viscom präsentiert damit eine komplette Neuentwicklung im Bereich der inlinefähigen Röntgenprüfung. Besonders interessant ist das neue System für EMS-Unternehmen, die komplexe, hochwertige Baugruppen mit höchster Qualität wirtschaftlich und kostengünstig fertigen und prüfen müssen. Das System wird der Öffentlichkeit erstmalig auf der Productronica 2015 vorgestellt.
Die speziell entwickelte 3D-Röntgensensorik des neuen AXI-Systems sorgt für optimale Kontraste und eine hervorragende Bildqualität. Bei der vollflächigen 3D-Inspektion wird jedes Detail der gesamten Baugruppe von leistungsstarken Zeilenkameras mehrfach gescannt. Das Herzstück der Röntgentechnologie ist eine leistungsfähige geschlossene Mikrofokus-Röntgenröhre mit bis zu 130 kV/390 µA. Die 3D-Rückrechnung erfolgt auf Basis der planaren Computertomografie. Auch größere Baugruppen bis zu einer Leiterplattengröße von 22“ x 20” (optional 30‘‘ Länge) werden zuverlässig geprüft.
Der besondere Vorteil für die Wirtschaftlichkeit ist die schnelle, zuverlässige Multilevelinspektion in nur einem Prüfvorgang. Das System verfügt über eine softwareseitige automatische Freistellung von Ober- und Unterseite (Placement Level Separation). Ohne dieses Feature würden sich bei einer Durchstrahlung die Bauteile auf der Ober- und Unterseite gegenseitig überdecken und damit eine zuverlässige Fehlerdetektion unmöglich machen. Multilayer und doppelseitig bestückte Baugruppen können so auf alle typischen SMD-Fehler sicher und für das Bedienpersonal sehr komfortabel geprüft werden.
Dank einzigartigem Handlingkonzept ist die X7058 zudem extrem schnell. Mehrkammersystem und Doppelschleusen sorgen dafür, dass die Baugruppen im System simultan bewegt werden können.
Die Handlingzeit wird auf ein Minimum reduziert. In Verbindung mit dem Viscom-Fast-Flow Konzept werden so einmalig kurze Durchsatzzeiten bei der Inspektion erreicht.
Die Bediensoftware vVision garantiert eine intuitive Bedienung und einfache Prüfprogrammerstellung. Die X7058 bietet damit dieselbe Bedien-oberfläche wie auch die bewährten Viscom AOI-Systeme. Auf dieser Grundlage lassen sich Traceability-Konzepte einfach realisieren. Die intelligenten Viscom TrueYield-Anwendungen für optimale Linienvernetzung und bestmögliche Fehlererkennung, z. B. Closed Loop, Integrierte Verifikation, Quality Uplink oder Statistische Prozesskontrolle, runden das Angebot ab.

Void Less Reflow
Voidless im Linientakt: Voidminimierung mit Piezotechnologie.
Der Trend zur Miniaturisierung der Leistungsbauteile ist nicht aufzuhalten. Immer wichtiger wird dabei die verlustfreie Wärmeleitfähigkeit der Lötstellen im SMT-Prozess, um zuverlässig reproduzierbare Lötergebnisse in höchster Qualität zu erzielen. Während des Lötprozesses können Voids entstehen, die den effektiven Wärmeübergang schwächen und zur thermischen Schädigung der Leistungsbauteile führen – bis hin zum Ausfall. Um dem entgegenzuwirken, hat Ersa mit VOIDLESS ein neues Verfahren entwickelt, das die Voidbildung während des Lötprozesses auf ein absolutes Minimum reduziert. Zum Einsatz kommt das VOIDLESS-Modul in einer Ersa Reflowlötanlage vom Typ HOTFLOW 3/20 als Ergänzung bestehender Peakzonen, womit auch das Erreichen des schmelzflüssigen Zustandes einer Lotverbindung bei massereichen Bauteilen gewährleistet ist.
Wie kam es zu VOIDLESS? Schon 2012 beschäftigte sich Ersa mit alternativen Verfahren zur Voidminimierung. Gemeinsam mit dem Fraunhofer Institut für Silicatforschung (ISC), das über langjährige Kompetenz und Erfahrung auf dem Gebiet Adaptronik verfügt, wurde eine Machbarkeitsstudie durchgeführt, um theoretische Vorüberlegungen seitens Ersa in der Praxis zu bestätigen. Die Entwicklung umfasst ein Universalverfahren zur Voidminimierung im flüssigen Lot zwischen Leiterplatte und Bauteil mittels einer mechanischen, sinusartigen Sweep-Anregung des Leiterplattensubstrats, wobei primär eine Longitudinalwelle mit einer Amplitude von wenigen µm in der Leiterplattenebene angeregt wird – unabhängig von der verwendeten LP-Geometrie. Die niedrigen Anfangsfrequenzen des Sweeps bewirken eine schonende und homogene Schwingungsausbreitung in der Leiterplatte, ohne Molekülketten (z.B. FR4) zu schädigen. Bei höheren Frequenzen führt die Frequenzsteigerung zu einer Versteifung des Leiterplattensubstrats, einer Erhöhung des E-Moduls und infolge eines geringeren Dämpfungsfaktors zur besseren Energieübertragung auf das flüssige Lot. Bereiche mit niedrigerer Dichte – die „Voids“ – werden dabei aus dem flüssigen Lot „hinausvibriert“. Das flüssige Lot auf der Leiterplatte wird somit mehrfach durch die Schwingungsausbreitung in der Leiterplatte in eine Relativscherbewegung angeregt, was zur Voidminimierung der Lötstellen führt. Zahlreiche Untersuchungen am Fraunhofer ISC haben die hohe Dämpfungswirkung des Lotes nachgewiesen.
Mit VOIDLESS: Restvoidrate von unter 2%
Zusammenfassend lässt sich festhalten: Die HOTFLOW 3/20 VOIDLESS verbindet die bewährte Ersa Reflowlöttechnologie mit der innovativen und patentierten VOIDLESS-Option, die bei Bedarf einfach zu- oder abschaltbar ist und den Kunden höchste Flexibilität im Produktionsprozess bietet. Bereits wenige Sekunden VOIDLESS genügen, um die Voidrate um bis zu 98% gegenüber einem herkömmlichen Lötprozess zu reduzieren. Weitere positive Nebeneffekte sind zudem eine Zentrierung der Bauteile auf dem Lotpad und eine optimierte Benetzung des Lotes auf dem Pad darunter. Delaminationen des Leiterplattensubstrates oder Popcorn-Effekte der Bauteilgehäuse treten dabei mit VOIDLESS nicht auf. Zusätzliche Bauteilspezifizierungen sowie MSL-Level (Trocknung der Komponenten) wie bei Alternativprozessen sind nicht erforderlich. Die Ersa HOTFLOW 3/20 VOIDLESS überzeugt mit kurzen Taktzeiten, nahezu wartungsfreiem Betrieb, einer idealen Energiebilanz und optimierter Prozesskontrolle bei höchster Maschinenverfügbarkeit – und vor allem: mit einer Restvoidrate von bis unter 2%!