
Elektronik

Void Less Reflow
Voidless im Linientakt: Voidminimierung mit Piezotechnologie.
Der Trend zur Miniaturisierung der Leistungsbauteile ist nicht aufzuhalten. Immer wichtiger wird dabei die verlustfreie Wärmeleitfähigkeit der Lötstellen im SMT-Prozess, um zuverlässig reproduzierbare Lötergebnisse in höchster Qualität zu erzielen. Während des Lötprozesses können Voids entstehen, die den effektiven Wärmeübergang schwächen und zur thermischen Schädigung der Leistungsbauteile führen – bis hin zum Ausfall. Um dem entgegenzuwirken, hat Ersa mit VOIDLESS ein neues Verfahren entwickelt, das die Voidbildung während des Lötprozesses auf ein absolutes Minimum reduziert. Zum Einsatz kommt das VOIDLESS-Modul in einer Ersa Reflowlötanlage vom Typ HOTFLOW 3/20 als Ergänzung bestehender Peakzonen, womit auch das Erreichen des schmelzflüssigen Zustandes einer Lotverbindung bei massereichen Bauteilen gewährleistet ist.
Wie kam es zu VOIDLESS? Schon 2012 beschäftigte sich Ersa mit alternativen Verfahren zur Voidminimierung. Gemeinsam mit dem Fraunhofer Institut für Silicatforschung (ISC), das über langjährige Kompetenz und Erfahrung auf dem Gebiet Adaptronik verfügt, wurde eine Machbarkeitsstudie durchgeführt, um theoretische Vorüberlegungen seitens Ersa in der Praxis zu bestätigen. Die Entwicklung umfasst ein Universalverfahren zur Voidminimierung im flüssigen Lot zwischen Leiterplatte und Bauteil mittels einer mechanischen, sinusartigen Sweep-Anregung des Leiterplattensubstrats, wobei primär eine Longitudinalwelle mit einer Amplitude von wenigen µm in der Leiterplattenebene angeregt wird – unabhängig von der verwendeten LP-Geometrie. Die niedrigen Anfangsfrequenzen des Sweeps bewirken eine schonende und homogene Schwingungsausbreitung in der Leiterplatte, ohne Molekülketten (z.B. FR4) zu schädigen. Bei höheren Frequenzen führt die Frequenzsteigerung zu einer Versteifung des Leiterplattensubstrats, einer Erhöhung des E-Moduls und infolge eines geringeren Dämpfungsfaktors zur besseren Energieübertragung auf das flüssige Lot. Bereiche mit niedrigerer Dichte – die „Voids“ – werden dabei aus dem flüssigen Lot „hinausvibriert“. Das flüssige Lot auf der Leiterplatte wird somit mehrfach durch die Schwingungsausbreitung in der Leiterplatte in eine Relativscherbewegung angeregt, was zur Voidminimierung der Lötstellen führt. Zahlreiche Untersuchungen am Fraunhofer ISC haben die hohe Dämpfungswirkung des Lotes nachgewiesen.
Mit VOIDLESS: Restvoidrate von unter 2%
Zusammenfassend lässt sich festhalten: Die HOTFLOW 3/20 VOIDLESS verbindet die bewährte Ersa Reflowlöttechnologie mit der innovativen und patentierten VOIDLESS-Option, die bei Bedarf einfach zu- oder abschaltbar ist und den Kunden höchste Flexibilität im Produktionsprozess bietet. Bereits wenige Sekunden VOIDLESS genügen, um die Voidrate um bis zu 98% gegenüber einem herkömmlichen Lötprozess zu reduzieren. Weitere positive Nebeneffekte sind zudem eine Zentrierung der Bauteile auf dem Lotpad und eine optimierte Benetzung des Lotes auf dem Pad darunter. Delaminationen des Leiterplattensubstrates oder Popcorn-Effekte der Bauteilgehäuse treten dabei mit VOIDLESS nicht auf. Zusätzliche Bauteilspezifizierungen sowie MSL-Level (Trocknung der Komponenten) wie bei Alternativprozessen sind nicht erforderlich. Die Ersa HOTFLOW 3/20 VOIDLESS überzeugt mit kurzen Taktzeiten, nahezu wartungsfreiem Betrieb, einer idealen Energiebilanz und optimierter Prozesskontrolle bei höchster Maschinenverfügbarkeit – und vor allem: mit einer Restvoidrate von bis unter 2%!

Schwimmend gelagerte Hülse H860FL
Flexibel gelagerte Hülse die bei einem leichten Versatz zum Prüfling ein 360 Grad Taumeln erlaubt.
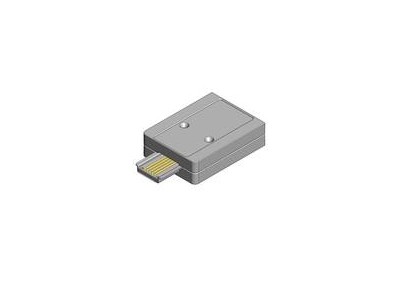
Kontakt für Mikro-USB
Kontakt für den Test von Mikro-USB-Schnittstellen (werden für kleine USB-Geräte wie z.B. Kameras, Mobiltelefone, Musik Player, Festplatten usw. verwendet).

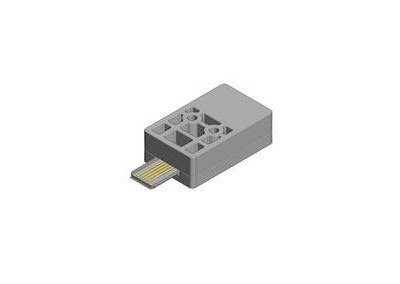
Kontakt für Mini-USB
Kontakt für den Test von Mini USB-Schnittstellen (werden für kleine USB-Geräte wie z.B. Kameras, Mobiltelefone, Festplatten, Datenträger usw. verwendet).

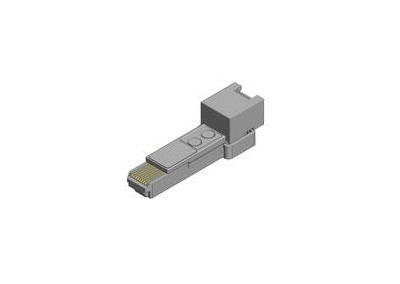
Kontakt für USB
USB-Kontakt für den Test von USB-Schnittstellen (werden für USB-Geräte wie Festplatten, Datenträger, Ladegeräte usw. verwendet).
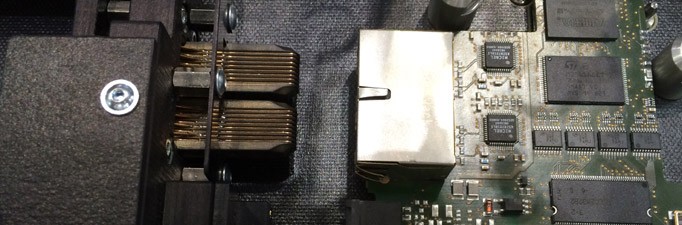
Kontakt für RJ-45
Kontakt für den Test von RJ-45 Schnittstellen (werden für Netzwerkkabel, Ethernet Schnittstellen usw. verwendet).

Stepan & Partner auf der Productronica Messe
Unsere Partner in München vor Ort online. Wir haben Ihnen eine Auflistung unserer Partner online geschalten die in München auf der Productronica Messe ausstellen werden.
Auf Wunsch schicken wir Ihnen auch gerne einen detaillierten Übersichtsplan über unsere Messe-Aktivitäten zu.
Wir freuen uns auf viele interessante Gespräche mit unseren Kunden.