
Elektronik

Ersa Webinare
Ersa informatiert in den Webinaren über aktuelle Themen der Löttechnik – ob über Besonderheiten beim Maschinenlöten, Grundlagen des professionellen Handlötens oder den Umgang mit Reworksystemen.
13. Oktober, 10:30-11:30 Uhr - KOSTENPFLICHTIG!Themen im Webinar:
- Zusammenspiel und Einfluss relevanter Prozessparameter
- Besonderheiten beim Fluxen, Vorheizen und Löten
- Anforderungen an Leiterplatten und Bauelemente
- Prozesskontrolle und Analyse von Lötfehlern
Referent: Jürgen Friedrich
Kosten: 75,- pro Teilnehmer
Teilnehmerkreis: max. 25 Personen
Rework-Praxis
3. November, 09:30 - 11:00 Uhr
Themen im Webinar:
- Basiskenntnisse über die mögliche Einsatzfähigkeit eines Rework-Systems
- Auswahl der Hilfsmittel für die Nacharbeit
- Durchführung eines erfolgreichen Rework-Prozesses
- Entscheidungshilfe für die Investition in ein Rework-System
Die einzelnen Prozessschritte werden anhand des Ersa Reworksystems HR 550 gezeigt und erläutert.
Zielgruppe: Rework-Einsteiger und -Anwender, Prozess- und Applikationsingenieure
Moderator: Julian Greß
Experte: Ralf Walk
Optische Inspektion – Fehlerreduktion in der Elektronikproduktion
10. November, 10:00-11:00 Uhr
Themen im Webinar:
- Assistenz statt Kontrolle
- Einfluss der Reinigungs- und Kalibrierintervalle auf Prüfqualität
- Fehlererkennung
Referent: Marcel Buck
Conrad & Ersa – Handlöten Basisseminar
11. November, 09:30-11:00 Uhr
Themen im Webinar:
- die theoretischen Grundlagen des Handlötens
- die relevanten Einflussparameter
- die theoretische Durchführung eines manuellen Lötprozesses
Zielgruppe: Löteinsteiger und Fortgeschrittene
Moderator: Adrian Münkel
Experte: Frank Kappel
Micro Rework
02. Dezember, 09:30-11:00 Uhr
Themen im Webinar:
- die Herausforderungen an den Gesamtprozess "Micro Rework"
- die Voraussetzungen zum erfolgreichen Platzieren von Lotpaste
- die Anforderungen an den Platzierprozess von Kleinstbauteilen
- den erfolgreichen Lötprozess und die Besonderheiten beim Entlötprozess
Die Durchführung und Erklärungen der einzelnen Prozessschritte erfolgen am Ersa Reworksystem HR 600/3P
Zielgruppe: Rework-Fortgeschrittene, Fertigungsplaner und Technologen
Moderator: Adrian Münkel
Experte: Manfred Wolff
Herausforderungen: Reflow- und Vakuumprozess
08. Dezember, 10:00-11:00 Uhr
Das Webinar behandelt das Thema Vakuum und die neuen Herausforderungen im Reflow-Lötprozess sowie seine Einflüsse auf das Ergebnis. Unter anderem wird dabei eingegangen auf Voiding und die Komplexität im Prozess.

Ersa - Großer Zuspruch für Technologieforum
Zwei Tage Ende September standen bei Systemlieferant Ersa komplett im Zeichen des Technologieforums, zu dem Ersa Gesamtvertriebsleiter Rainer Krauss insgesamt rund 120 Kunden, Geschäftspartner und Interessenten in Wertheim am Main begrüßen konnte.
Nach dem Lockdown Mitte März war dies eine der ersten Zusammenkünfte, bei der die Electronics-Familie endlich einmal wieder zusammenkommen konnte. Ein wichtiges Signal für Kunden, Geschäftspartner sowie Beschäftige und eine Rückkehr zur Normalität, die unter Einhaltung eines strengen Hygienekonzepts stattfand und die alle Beteiligten sichtlich genossen. „Es ist die erste Veranstaltung in diesem Format für Ersa – und wir haben alles getan, um die Elektronikfertigung mit Drucken, Bestücken, Löten unter Einbindung unserer Geschäftspartner komplett abzubilden. Wir wollten das Beste aus dieser Zeit rausholen und den Dialog mit Ihnen als unseren Kunden und Partnern direkt Auge in Auge führen“, sagte Rainer Krauss. Neben zahlreichen Fachvorträgen und Live-Exponaten zu allen Prozessbereichen der Elektronikfertigung – Reflow, Selektiv, Welle, automatisiertes Rework, Industrie 4.0, Automation und Handlöten – konnten die Teilnehmer im Rahmen von Werksführungen durch das neue Ersa Werk 2 direkt verfolgen, wie die Lötanlagen in modernster Fließtaktfertigung auf Industrie-4.0-Level produziert werden. Eine Etage höher im Customer Care Center, der sonst Kundenabnahmen vorbehalten ist, gab es Live-Vorführungen der Ersa Systeme und Elektronikfertigungs-Equipment von Geschäftspartnern etwa in den Bereichen Bestückung und Abluftfilterung.
Zum Auftakt gab es Vorträge in den Bereichen Welle- bzw. Selektivlöten sowie Schablonendruck. Unter dem Titel „Selektiv- und Wellenlöten: Höchste Flexibilität für jede Anforderung“ wurden die Lötprozesse für Through-hole-Technologie (THT) vorgestellt, bei denen Energieübertragung durch Kontakt der Lötstelle mit flüssigem Lot erfolgt. Zudem wurden das Zusammenspiel relevanter Prozessparameter (Lottemperatur, Benetzungszeit, Lötwellenhöhe, Lötdüsendurchmesser) und die Randbedingungen an einer Lötstelle (Lötwärmebedarf, -beständigkeit, Wärmekapazität, Benetzbarkeit und Layout) thematisiert – ebenso wie der definierte, programmierbare Flussmittelauftrag im Rahmen eines No-Clean-Prozesses. Ziel des Selektivlötprozesses ist ein 100%iger Lotdurchstieg und damit ein optimaler Energietransfer in die Lötstelle, um Lotbrücken etwa in Steckerleisten zu vermeiden. Die vielfältigen Einsatzmöglichkeiten moderner, modular aufgebauter Wellen- und Selektivlötsysteme bieten dem Anwender ein effektives und flexibles Werkzeug, um unterschiedlichste Applikationen sicher zu löten.
Beim Thema Schablonendruck ging es um „Fehler im Druckprozess und Folgen in der SMT-Linie“. Damit in der realen Fertigung kleinere Probleme im Lauf der einzelnen Prozessschritte nicht zu größeren Schwierigkeiten werden, sind neben dem Druck- und Reflowprozess zahlreiche Einflussgrößen zu beachten, die qualitative Probleme verursachen können – etwa Leiterplatte, Bauteile, Prozess, eingesetzte Anlagen und das Umfeld. Eine hohe Erstausbeute (First Pass Yield, kurz FPY) erreicht man mit einer ausgeklügelten Strategie, die Produktivität und Qualität zusammenbringt, aber auch die Kosten im Blick behält. Vor allem lohnt eine nähere Betrachtung des Druckprozesses, da Fehlerpotentiale im SMT-Prozess fast zwei Drittel betragen – mögliche Verbesserungen können realisiert werden bei Equipment (Prozesszeiten, Toleranzen), Prozess (Rakelparameter, Reinigung, Inspektion), Material (Leiterkarte, Lotpaste, Schablone) und Umwelt (ESD, Bediener). Mit Blick auf das heutige umfangreiche Bauteilspektrum ist die vollflächige 3D-Inspektion mittlerweile als Standard gesetzt – gerade bei der Volumenbestimmung von kleinen, sehr feinen Pads. Der perfekte Schablonendruck sollte exakt geformt sein und scharfkantige, ebene und im Volumen konstante Lotdepots drucken – eine bis 90% bedruckte Fläche gilt als „einwandfrei“, 70% als „ausreichend“ – bei weniger als der Hälfte ist das Ergebnis „nicht akzeptabel“. Neben Hinweisen zur Vermeidung von „Grabsteinen“, Lotperlen oder „Voids“ genannten Gaseinschlüssen wurden mögliche Leiterplattenprobleme angesprochen, z.B. unebene Padoberfläche, zu hoher Lötstopplack, gebogene oder gedehnte Leiterplatten, ausgefranzte Kanten, Farb- und Oberflächenveränderungen. Mit smarten, cloudbasierten Drucksystemen auf modularer Basis lassen sich prozessrelevante Anlagenparameter so überwachen, dass die Null-Fehler-Fertigung in greifbare Nähe rückt.
Im weiteren Verlauf des Technologieforums präsentierte der Vortrag „Industrie 4.0: Ready für die digitale Zukunft mit Kurtz Ersa CONNECT“ eine zentrale Gatewaylösung für sämtliche digitalen Lösungen, die von Einstiegslösungen – sogenannten „Quick Wins“ – bis zur komplett vernetzten Fertigung reichen. Unter anderem beinhaltet die durchgängige Hardware- und Software-Infrastruktur folgende Features: intelligentes Ticketsystem, Maschinenmonitoring, Remote Service, digitale Maschinendatenbank, E-Learning und OEE-Dashboard. Bei der Anbindung von Produktionsanlagen an ein Manufacturing Execution System (MES) setzt man auf branchenbewährte Industriestandards, um größtmögliche Sicherheit, Transparenz und Zukunftssicherheit zu gewährleisten. Die Experten von Kurtz Ersa Automation zeigten „Key Solutions für die THT-Elektronikfertigung“, darunter Quality-Check-Lösungen, Pick-and-Place-Handling und Lötanlagen-Peripherien wie Hub-, Senk- oder Drehstation, Höhenausgleichsmodul sowie Transportstrecken und Arbeitsplätze inline wie offline. Zudem wurden mehrere Best-Practice-Lösungen im Bereich Automatisierung einschließlich Roboter-Handling vorgestellt.
Hinter dem Titel „Void-free Vakuumlöten für Zukunftsanwendungen: 5G. E-Mobilität. LED-Leuchtentechnologie. Hochstromtechnologie.“ verbarg sich das Reflowlöten mit Vakuumkammer, womit sich durch das Vermeiden von Voiding die Lötqualität weiter in Richtung „absolut perfekt“ verschieben lässt. Dies beginnt bereits vor dem Lötprozess durch aufeinander aufbauende Steps wie Layout und Druck der Leiterplatte sowie anschließende Bestückung. Nach dem Lötprozess erfolgt eine Qualitätsbeurteilung – durch X-Ray oder automatische optische Inspektion (AOI), um den abgeschlossenen Lötprozess bewerten zu können. Relevant sind auch die Qualität von Leiterplatte und Lotpaste sowie der zu bestückenden Bauteile. Am Ende ist die homogene Wärmeübertragung im Reflowofen einer der entscheidenden Faktoren – aber auch weitere Randbedingungen beeinflussen den Lötprozess, etwa die Spezifikation von Bauteilen und Leiterplatte, Stabilität der Baugruppe (Aufbau, Design, Nutzengestaltung) und einzuhaltende Normen wie J-STD oder IPC. Ein optimales Reflow-Soll-Profil besteht aus den Zonen Vorheizung, Peak und Kühlung – mit wichtigen Prozessparametern wie Temperaturprofil, Volumenstrom, Transportgeschwindigkeit für hohen Durchsatz, Kühlung, Prozessgas und Mittenunterstützung, die ein Durchbiegen der Leiterplatte verhindert, um insgesamt über die gesamte Baugruppe ein möglichst kleines ΔT zu erreichen. Hier empfiehlt sich der Einsatz eines Messsystems, das den Reflow-Durchlauf nachzeichnet und den Lötwärmebedarf an Lötstellen und die Bauteil-Wärmebeständigkeit am Bauteilgehäuse misst.
Auch die Ersa Elektronikwerkzeuge präsentierten souverän ihre Bereiche Handlöten, Rework und Inspektion – Vortragsthemen waren „Handlöten & Lötrauchabsaugung – sichere manuelle Prozesse und Gesundheitsprävention am Arbeitsplatz“, „Automatisiertes Kolbenlöten mit dem SolderSmart – wiederholbar und zuverlässig“ sowie „Automatisiertes Rework – ultimative Flexibilität von 01005 bis Big Boards“, über das sich Komponenten von 22 x 22 mm und Leiterplatten von 150 x 150 mm bis Komponenten mit 60 x 60 mm und Plattenformate bis 625 x 1.250 mm sicher und reproduzierbar bearbeiten lassen.
Nach viel Löttechnologie-Input konnten sich die Technologieforum-Teilnehmer am Ende des Tages bei einem Barbecue stärken, bevor am zweiten Tag all jene Vortragstermine wahrgenommen werden konnten, die am ersten Tag zu Überschneidungen geführt hatten. Sämtliche Teilnehmer äußerten sich positiv über das kombinierte Format von Technologieforum und Hausmesse, so dass schon jetzt eine Wiederholung im nächsten Jahr, dann hoffentlich ohne Corona-Einschränkungen, beschlossene Sache ist.

Interflux Webinare
Vor dem Hintergrund der aktuellen Ereignisse hat sich auch unser Partner in puncto Lötchemie dazu entschlossen, den Wissenstransfer ins Web zu verlegen und bietet kommende Woche drei Webinare in englischer Sprache an.
Webinar 1: Sprühflussmittel
Der am meisten unterschätzte Schritt im Wellenlötprozess - ohne idealen Flussmittelauftrag sind optimale Lötergebnisse unmöglich.
Dauer: ca. 25 Minuten + Fragen & Antworten
- Sitzung 1: Montag, 12. Oktober 2020, 14 Uhr
Anmeldung - Sitzung 2: Dienstag, 13. Oktober 2020, 10 Uhr
Anmeldung
Webinar 2: Vorwärmen
Der wissenschaftlichste Schritt im Wellenlötprozess - hier geht es um thermische Masse und Termperaturempfindlichkeit der verwendeten Materialien.
Dauer: ca. 30 Minuten + Fragen & Antworten
- Sitzung 1: Dienstag, 13. Oktober 2020, 14 Uhr
Anmeldung - Sitzung 2: Mittwoch, 14. Oktober 2020, 10 Uhr
Anmeldung
Webinar 3: Löten
Der schwierigste Schritt im Wellenlötprozess - viele Parameter wirken gegenseitig aufeinander ein und beeinflussen das Endergebnis.
Dauer: ca. 30 Minuten + Fragen & Antworten
- Sitzung 1: Mittwoch, 14 Oktober, 14 Uhr
Anmeldung - Sitzung 2: Donnerstag, 15. Oktober, 10 Uhr
Anmeldung
Sitzung 1 und 2 sind jeweils identisch, nur zu unterschiedlichen Zeiten anberaumt.
Alle Webinare finden in englischer Sprache statt.
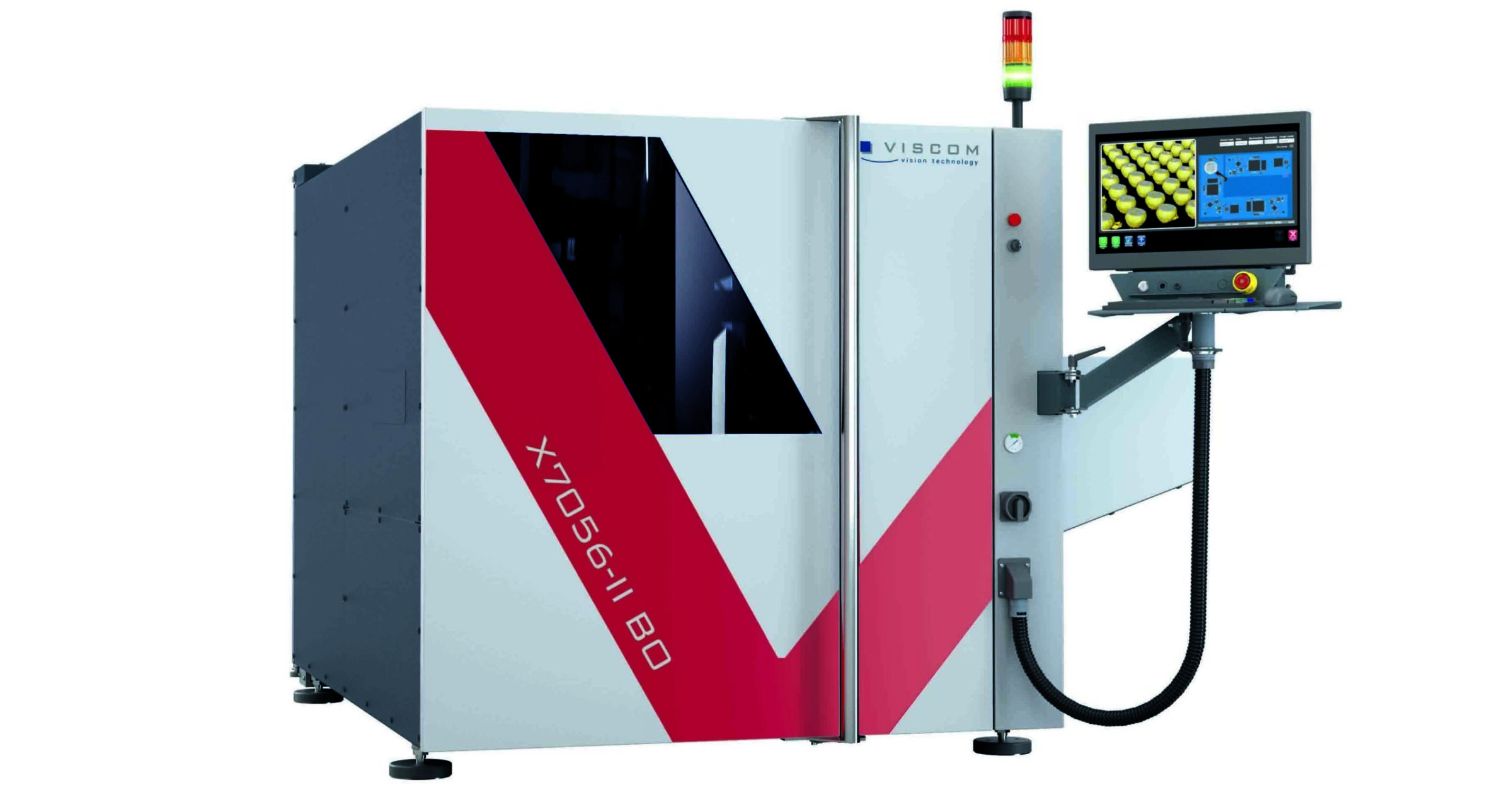
Viscom - Neues Inline-Röntgensystem X7056-II BO für die durchsatzstarke Drahtbondinspektion
Die Rolle der Leistungselektronik wird im Automotivbereich speziell für Elektroantriebe immer entscheidender. Eine reibungslose Funktion und lange Lebensdauer der Leistungselektronik sorgen für die notwendige Produktsicherheit und auch für die angestrebte Energieeffizienz von Elektrofahrzeugen und Hybriden. Darüber hinaus sichern neuartige Sensoren und Kameras die Fahrzeuge im Betrieb noch besser ab. Für eine umfassende Inspektion von Leistungshalbleitern und gleichermaßen von gekapselten Sensorelementen sorgt das neue Viscom-System X7056-II BO, das Bonddrähte optisch und röntgentechnisch in einem Inlinesystem bei maximaler Prüftiefe inspiziert.
Das neue Inlinesystem X7056-II BO vereint effektiv die optische Drahtbondkontrolle mit der Röntgenprüfung, um auch eingehauste Drahtbonds und verdeckte Lötstellen unterhalb von Chips zuverlässig und präzise zu prüfen. Durch die einzigartige Kombination von AOI und AXI in einem System ist ein durchsatzstarkes Handling gewährleistet, um höchste Taktzeitanforderungen bei maximaler Prüftiefe zu erfüllen.
Geprüft werden Bändchen, Dick- und Dünndrähte und auch die Lötqualität der Dies. Dank der hochauflösenden Sensoriken erstreckt sich der Inspektionsumfang auf sämtliche Bondstellen und -drähte, offene und verdeckte Anschlussstellen, sodass die Qualität der Drahtverläufe, Dies und Bauteillagen, Beschädigungen und Lageabweichungen sowie Voids in Flächenlötungen absolut sicher detektiert werden. Für die sehr effektive Prüfprogrammerstellung beinhaltet die Standardbibliothek alle relevanten Prüfmuster für Die-Bonds, Ball-Wedge-, Wedge-Wedge- und Security-Bonds.
Viscom bietet mit dem neuem Bondinspektionssystem eine ideale Lösung für die steigende Nachfrage nach Röntgenprüfungen im Bondbereich. Das System ist konzipiert für den Einsatz in der Fertigung von High-End-Elektronik und ideal für eine Aufstellung in der Endmontage für Leistungselektronik, Schaltungen, Sensorbau und im Packaging, um eine hundertprozentige Qualitätskontrolle sicherzustellen. Das Angebot von Viscom wird vervollständigt durch eine leistungsfähige Verifikation sowie Auswertung der statistischen Prozesskontrolle.

Feinmetall - Ausbau des Portfolios für E-Mobilität und Hochfrequenzmessungen
Der Bedarf an Lösungen zum Prüfen und Testen von Lade-Steckern und Lade-Buchsen im E-Mobilitätsbereich steigt genauso wie an Hochfrequenzsteckern. Feinmetall bietet daher viele innovative Lösungen an.
Immer mehr erhält der Bereich E-Mobilität Einzug in den verschiedenen Märkten in Europa, USA und Asien. Deshalb besteht auch immer mehr Bedarf an Lösungen zum Prüfen und Testen von Lade-Steckern und Lade-Buchsen.
Hierfür bieten wir Ihnen eine Vielfalt an Lösungen zur Stromübertragung, Spannungsmessung und der Positionsabfrage des Fingerschutzes am Prüflings.
Der neue 20-seitige Flyer bietet einen umfassenden aber kompakten Überblick über alle FEINMETALL Hochfrequenzstifte. Jetzt auch mit den neuen Lösungen für H-MTD-Male, SMP-Male, Fakra-Male und MATEnet.
Yamaha Motor Europe SMT Section wird Mitglied der 3D MID Research Association
Die SMT Section von Yamaha Motor Europe trat im April 2020 der deutschen Forschungsvereinigung 3D MID e.V. bei, um zur Industrialisierung der MID-Technologie (Molded Interconnect Device) beizutragen. Yamaha bringt 36 Jahre Erfahrung in der Robotik und SMT-Ausrüstung mit, die derzeit in die modulare 3D-Hybridmaschine Yamaha S20 eingebaut ist, um die MID-Prozessautomatisierung zu verbessern.
Seit 2018 wächst der japanische Markt für 3D-MID-Produkte vom Prototyp bis zur Massenproduktion rapide an und Yamahas Erfahrung in der Fertigung mit der 3D-MID-Maschine S20 ist zum wichtigsten Standard für diesen Produktionsprozess auf dem japanischen Markt geworden.
Die einzigartige Integration eines 3D-Robotermanipulators in eine Standard-Pick&Place-Maschine macht es möglich, zwei Produktionsschritte in eine Maschine zu integrieren. Nach dem Auftragen von Leitklebern und/oder Lotpaste montiert diese Maschine die Komponenten direkt in einem einzigen Prozessschritt. Die Yamaha S20-Maschine verfügt über einen Hybridkopf mit einer oder mehreren Dispense-Einheiten neben mehreren Pick&Place-Köpfen zur Bestückung der SMT-Bauteile – alles in einer einzigen Einheit. Die 3D-Plattform ermöglicht eine einfache Programmierung, was sowohl die Prototyperstellung als auch die Massenproduktion vereinfacht und beschleunigt.
In der 3D MID Research Association wird Yamaha SMT zur Weiterentwicklung des Endmontageprozesses und zur Industrialisierung von 3D MID-Produkten der nächsten Generation beitragen.

Modularer Hochleistungs-SMT-Bestücker
Der hocheffiziente, modulare Premium-SMT-Bestücker YRM20 von Yamaha Motor Europe basiert auf einer völlig neuen Plattform, die die intelligente Fabrik widerspiegelt.
Darüber hinaus kann das neu entwickelte Transportsystem eine maximale Nutzenbreite von 510 mm aufnehmen. Das optimierte Layout verbessert die Übergabegeschwindigkeit und reduziert erheblich die für den Nutzenwechsel benötigte Zeit. Die Übernahme der von der modularen Premium-Baureihe stammenden Overdrive-Antriebstechnik, mit der eine hocheffiziente Produktion realisiert wurde, reduziert die Einschränkungen beim Bestückkopf-Zugang, wenn vordere und hintere Tischseite sich gegenseitig behindern. Darüber hinaus wurde die grafische Bedienoberfläche überarbeitet, was die intuitive Bedienung noch weiter vereinfacht.
Bei der Entwicklung des effizienten, modularen Premium-Bestückers wurde ein komplett neuer Ansatz für den Bestückkopf gewählt. Die Maschine kombiniert die zwei Technologien, den Rotationskopf der Serie Sigma und der Inline-Kopf der Serie YSM. Die erzielte 1-Kopf-Lösung kann alle Bauteilarten, von ultra-kleinen Chips bis hin zu großen Bauteilen, ohne Kopfwechsel verarbeiten.
Der SMT-Bestücker verwendet ein neues Maschinensteuerungssystem, das dafür vorbereitet ist, eine neue Ära der steigenden Anforderungen an Datengeschwindigkeit und -volumen in den Produktionsstätten zu bedienen. Die schnelle und robuste Anwendungssoftware interagiert nahtlos und sicher mit Peripheriesystemen und externer Software.

Viscoms Doppelspur-3D-AOI gewinnt einen NPI-Award 2020
Die S3088 DT ist in ihrer Standardversion für die automatische optische Inspektion (3D-AOI) und das zweispurige Handling von Leiterplatten konfiguriert. Das ultraschnelle Inspektionssystem zeichnet sich durch eine einzigartige Kombination aus modernem Design, hoher Geschwindigkeit und exzellenter Prüfqualität aus, die alle Anforderungen einer wirtschaftlichen Großserienfertigung erfüllt, einschließlich der Vernetzung innerhalb der SMT-Linie via Industrie-4.0-Schnittstellen. Die S3088 DT gewährleistet eine wiederholbar verlässliche Inspektion von 03015-Komponenten mit einer beeindruckenden Durchsatzrate.
Bei beengten Platzverhältnissen im Produktionsbereich bietet das platzsparende Design des S3088 DT mehrere Vorteile. Der Monitor wurde in das Gehäuse integriert und die Tastatur ist einklappbar. Darüber hinaus passt sich das System an unterschiedliche Spurbreiten an. Es kann auch als einspuriges System verwendet werden und ist dann in der Lage, größere Leiterplatten zu inspizieren. Neben 3D-AOI bietet Viscom auch Konfigurationen der S3088 DT für 3D-SPI, CCI und die Underfill-Inspektion an.
Das Auszeichnungsprogramm CIRCUITS ASSEMBLY'S New Product Introduction (NPI) Awards hatte erstmals 2008 seine Premiere und feiert seitdem einmal im Jahr herausragende Produktqualität in der Elektronikfertigung. Führende Produkte, die auf den besten Beispielen kreativen technologischen Fortschritts basieren, werden von einer angesehenen, aus Branchenexperten bestehenden Jury ausgewählt. Der CIRCUITS ASSEMBLY'S NPI Award ist nun schon die dritte Auszeichnung für die S3088 DT. Im vergangenen Jahr wurde die Maschine in China mit einem Vision Award und einem EM Asia Innovation Award ausgezeichnet.
Interflux - Webinar chemical reliabilty of residues on an electronic circuit
Unser Partner in Sachen Lötdraht, Lotpaste und Flussmittel bietet am Donnerstag, dem 2. April 2020, ein kostenloses Webinar an.
Dieses Webinar bespricht potentielle Quellen von Rückständen auf einer elektronischen Schaltung und die Probleme, die sie verursachen können, wie z.B. Leckströme, elektro(chemische) Migration, Korrosion,... Es erklärt die Zuverlässigkeitsprüfung der Lötchemie und mögliche Kompatibilitätsprobleme mit konformen Beschichtungen. Es werden auch Beispiele für chemische Zuverlässigkeitsprobleme vor Ort gegeben und Analysemethoden diskutiert.
Donnerstag, 2. April 2020
10.00-10.45 Uhr
Sprache: Englisch

Löttechnikspezialist Kurtz Ersa setzt auf Automatisierungskonzepte
Dazu arbeitet ein eingespieltes Kurtz Ersa-Ingenieursteam seit drei Jahren intensiv daran, intelligente Lösungen für Automatisierungsprojekte in der industriellen Produktion zu entwickeln. Nach der Umfirmierung zum Jahresstart 2020 wird "Kurtz Ersa Automation" nun zur offiziellen und zentralen Anlaufstelle für Automatisierungskompetenz im Kurtz Ersa-Konzern. Einerseits werden wie in den vergangenen Jahren Automatisierungskonzepte mit den hauseigenen, etablierten Marken Kurtz und Ersa realisiert, andererseits wird das vorhandene Know-how in der Automatisierungstechnik nun auch dem internationalen Markt verschiedener Branchen zur Verfügung gestellt. Bespiel dafür ist ein aktuelles Projekt aus der Automobilbranche über eine vollautomatisierte Lösung im Bereich der Elektronikmodul-Montage inklusive Integration der Ersa Löttechnik. Alles in allem eine ganzheitliche Turnkey- Lösung, realisiert mit bewährten, robusten Komponenten und Systemen aus dem Kurtz Ersa-Konzern.
Ob intern oder extern - als vollwertiges Mitglied des erfahrenen Maschinenbauers Kurtz Ersa liefert Kurtz Ersa Automation passgenaue Systeme, die hinsichtlich Funktionalität, Qualität und Termintreue überzeugen. Die Kurtz Ersa Automation konzentriert sich auf die Automatisierung komplexer Montage. und Prüfprozesse unter Berücksichtigung der logischen Aspekte, uns auch den Anforderungen gemäß Industrie 4.0 gerecht zu werden.
Mit der Konzentration auf die Automatisierungstechnik ergibt sich am Standort Wertheim auch eine Änderung in der Geschäftsleitung: Ersa Geschäftsführer Ralph Knecht widmet sich nun wieder vorrangig seinen Aufgaben für die Ersa GmbH und übergibt seine Verantwortlichkeiten betreffend der ehemaligen Conline GmbH an Olaf Klink, der die Funktion des Geschäftsführers der Kurtz Ersa Automation GmbH übernimmt. Seit Anfang Jänner 2020 konzentriert sich Olaf Klink zunächst vorrangig auf die strategischen und vertrieblichen Belange der Kurtz Ersa Automation GmbH. Der 51-jährige weist 20-jährige Fach- und Führungserfahrung im Automatisierungsbereich auf internationalem Parkett auf, darunter große Erfolge in der Automobilindustrie. Olaf Klink bringt die Kenntnisse mit, welche die Kurtz Ersa Automation für ihre neue Ausrichtung benötigt. "Das Unmögliche behandeln, als ob es möglich wäre" lautet das Credo des gebürtigen Osnabrückers. Das auf Goethe zurückgehende Bonmot steht sinnbildlich für den Kurtz Ersa Automation-Ansatz, an zukünftige Aufgaben heranzutreten und sich in der Automatisierungstechnik als Lösungsanbieter für komplexe Aufgabenstellungen zu positionieren. Der Bedarf an komplexen, weitreichenden und ganzheitlichen Automatisierungssystemen ist ungebrochen. Kurtz Ersa Automation wird das Zukunftspotenzial, das in der der Automatisierungstechnik liegt, ausschöpfen.

Feinmetall - Kontaktierung von prismatischen Zellen und Pouch-Zellen

Neues Inline Röntgen System und neues 3D-AOI-System von Viscom auf der productronica
S3016
Das 3D-AOI-System S3016 ultra basiert auf einer neu entwickelten Sensorik, die speziell für die schnelle Prüfung von SMD-, THT- und Pressfit-Komponenten auf der Leiterplatten-Unterseite konzipiert worden ist. Fortschrittlichste 3D-Kameratechnologie sorgt für eine äußerst präzise Inspektion von THT-Lötstellen und Pinlängen. Ein weiterer Pluspunkt ist das flexible Handling. Baugruppen lassen sich auch in Werkstückträgern sicher prüfen und als Standardoption kann ein Rücktransport der gefertigten Objekte integriert werden. Beispiele aus der Praxis sind Steckverbinder in Computer- und Telekommunikationsanwendungen, die perfekte Lötverbindungen für beste Signalqualität benötigen, oder selektive Lötverbindungen in Hochleistungsanwendungen, die beispielsweise für die hohen Ströme beim Laden von Elektrofahrzeugen einwandfrei beschaffen sein müssen.
Aufbauend auf der langjährigen Erfahrung von Viscom in der klassischen 3D-AOI-Technologie, wie sie in Systemen wie der S3088 ultra gold etabliert ist, wurde das Technologiekonzept der S3016 ultra speziell an die besonderen Anforderungen der Inspektion von unten angepasst. Als einzigartige Viscom-Funktion ergänzen acht geneigte Ansichten die orthogonale Ansicht, um eine weitere Garantie für praktisch abschattungsfreie Inspektion zu bieten und eine hervorragende Bildqualität auch in 3D zu erzielen. Aussagekräftige Farbbilder stehen aus allen Perspektiven zur Verfügung.
Die Kameratechnologie wird von hochmoderner Hardware und Software unterstützt, einschließlich eines leistungsstarken Framegrabbers, der einen großen Vorteil in Bezug auf die Bildaufnahmegeschwindigkeit bietet. Hochentwickelte Algorithmen von Viscom ermöglichen neben der Pinvermessung u. a. auch eine schnelle Erkennung von offenen Lötstellen, Lotbrücken oder fehlenden Pins. Eine Best-Mix-Bibliothek erlaubt eine optimale Kombination aus orthogonaler, geneigter und 3D-Inspektion. Beleuchtungen sind je nach Bedarf flexibel umschaltbar. Ein entscheidender Zeitvorteil: Parallel zum Verfahren des Kameramoduls unterhalb der Leiterplatte mittels einer x-/y-Einheit zur nächsten Position werden bereits aufgenommene Bilder ausgewertet.
Ganz im Sinne von Industrie 4.0 kann das System umfassend mit anderen vernetzten Maschinen sowie mit der Linienüberwachung und dem Manufacturing Execution System kommunizieren. Standardmäßig ist die S3016 ultra mit einem Viscom-Verifikationsplatz zur Klassifizierung von Prüfergebnissen kombinierbar. Für eine sehr zuverlässige Verifikation ist es möglich, einzelne Komponenten aus frei wählbaren Perspektiven zu bewerten. Die Details sind korrekt texturiert und werden in 3D mit einer nahezu abschattungsfreien, naturgetreuen Genauigkeit dargestellt.
X8068 SL
Mit diesem neuesten Röntgensystem baut Viscom das breite Lösungsangebot im Bereich manueller und inlinefähiger Röntgeninspektion noch weiter aus. Elektronikfertiger setzen auf die extrem schnellen Inline-Inspektionssysteme für Flachbaugruppen und auch auf die manuellen Röntgensysteme für verschiedenste Prüfaufgaben und Objekte. Das neue innovative Inline-Röntgensystem X8068 SL basiert auf der erfolgreich bewährten, hochwertigen Viscom-Röntgentechnologie. Die Besonderheit liegt im intelligenten Handling-Konzept, das bis zu 15 kg schwere Prüfobjekte automatisch zu- und abführen kann. Wo früher Stichproben mit Hilfe der manuellen Inspektion ausreichen mussten, wird mit der inline-fähigen X8068 SL die zuverlässige Qualitätskontrolle auch bei anspruchsvollster Leistungselektronik zum Standard.
Neben massiven, schweren Prüfobjekten lassen sich mit der X8068 SL vollautomatisch auch größere Leiterplatten inspizieren. Optimales Handling im Werkstückträger ist ebenfalls bei Zusammenlegen mehrerer kleinerer Baugruppen gegeben. Je nach Anforderung kann das System individuell konfiguriert werden und lässt sich anforderungsgerecht vernetzen. Im Bereich der Leistungselektronik ist die exakte Überprüfung von Bauteilpositionen sowie von Anbindungen wie etwa Flächenlötungen oder THT-Lötstellen möglich.
Die Werkstückträger, in denen die Produkte transportiert werden, sind bis zu 40 cm mal 40 cm groß und die Prüfobjekte können bereits über ein robustes Gehäuse verfügen. Damit ist die X8068 SL auch für die Integration in eine Endmontagelinie geeignet, wo die elektronischen Baugruppen bereits fest verbaute Bestandteile von Produkten sind, z. B. zusammen mit Aktoren und Energiespeichern. Die typischen Anwendungsbeispiele reichen vom Batteriemodul mit seiner Steuer- und Ladeelektronik bis hin zu Wechselrichtern und DC-DC-Wandlern.
Die erstklassige Prüftiefe und Detailerkennbarkeit der X8068 SL basieren auf langjähriger Erfahrung und unterschiedlichen bereits vielfach verkauften Röntgensystemen von Viscom, die sich weltweit im Einsatz befinden. Herzstück der Viscom-Röntgenlösungen sind Mikrofokus-Transmissionsröhren, die Viscom im eigenen modernen Röntgen-Kompetenzzentrum in Hannover entwickelt und fertigt.

Ersa präsentierte neue Tech-Highlights auf der productronica 2019
Selbst die großzügigen 600 m2 Messestandfläche reichten nicht, um sämtliche Neuheiten als Exponate zu präsentieren – im Ersa Virtual Reality-Studio hatten die Messebesucher die Gelegenheit über die Konstruktionsdaten gleichsam in die Produkte „einzutauchen“. Der unglaubliche Zuspruch von Interessenten wie Kunden zeigt, dass sich Ersa mit seinen Innovationen einmal mehr am Puls der Elektronikfertigung bewegt.
Erleben Sie alle Ersa Highlights noch einmal in den Videos zu den vier Messetagen – ob zur Vertiefung, oder wenn Sie selbst keine Gelegenheit hatten, nach München zu kommen.

Vielen Dank für Ihren Besuch auf der productronica 2019
Unser 12 Mann starkes Sales- und Serviceteam war für Sie und 20 unserer Partner vier Tage im Einsatz. Viele Gespräche konnten geführt, neue Projekte konkretisiert und die Geschäftsbeziehungen intensiviert werden.
Wir bedanken uns sehr herzlich für Ihr Kommen und Ihr Interesse.
Unsere Partner vor Ort:
| Altix | Interflux | ||
| Asscon | IPTE | ||
| ATG Luther&Maelzer | Leutz | ||
| ATX | SAT | ||
| cab | Schmid | ||
| Christian Koenen | Taiyo | ||
| DuPont | Totech | ||
| Ersa | Viscom | ||
| Feinmetall | VisiConsult | ||
| Inmatec | Yamaha |

Innovation is in our DNA – Viscom auf der productronica 2019
Dazu braucht es Innovationen wie z. B. die AI-unterstützte Verifikation, extrem hohe Inspektionsgeschwindigkeiten und eine lückenlos hochpräzise Fehlerinspektion von anspruchsvollsten Baugruppen. Auch Trendentwicklungen wie die E-Mobilität, neue Energien, LEDs und Leistungselektronik erfordern neue Inspektionslösungen – z. B. die innovative Inline-Röntgeninspektion mit integriertem Handling von Werkstückträgern von Viscom.
Im Bereich Röntgentechnologie hat Viscom jetzt sein breites Systemangebot für Offline- und Inline-Röntgen um eine weitere Innovation erweitert: Speziell entwickelt für anspruchsvollste Leistungselektronik und Komponenten für E-Mobilität und erneuerbare Energien ermöglicht das neue Inline-System X8068 SL die vollautomatische Prüfung auch von massiven und großen Prüfobjekten. Das Inline-Röntgensystem überzeugt dabei mit einem integrierten Transportkonzept mit Werkstückträgern und prüft schnell und präzise die Anbindung von Leistungshalbleitern und andere qualitätsrelevante Bereiche wie etwa Flächenlötungen. Viscom bietet eine maßgeschneiderte Abstimmung auf die Anforderungen der Kunden, um eine nahtlose Integration in die Linie zu realisieren – für eine zukunftssichere Investition.
Einen neuen Milestone in der schnellen und hochpräzisen Inline-Röntgenprüfung hat Viscom bereits mit dem System X7056-II gesetzt, das international schon mehrfach für sein innovatives Maschinenkonzept ausgezeichnet worden ist. Mit schnellster vollständiger Inline-Inspektion und den überragenden Vorteilen einer kombinierten 3D-AXI- und 3D-AOI- Qualitätsprüfung in einer Maschine, etabliert sich diese Röntgenlösung – sowohl als Kombi-System als auch als reine Röntgenmaschine – in modernsten SMT-Linien weltweit. Die X7056-II kann in der High-Volume-Produktion eine präzise Inspektion von verdeckten Lötstellen und Bauteilen sicherstellen. Die 3D-Rückrechnung der X7056-II basiert auf der planaren Computertomografie, die unsichtbare Fehler in klaren Schnittbildern deutlich sichtbar macht. Auf der productronica kann man das System am Messestand von Viscom live unter der intuitiven Bedienoberfläche vVision erleben, die eine besonders schnelle Prüfplanerstellung und -optimierung gewährleistet.
Die langjährige Entwicklungskompetenz von Viscom im Bereich 3D-AOI hat eine ganz besondere Neuentwicklung hervorgebracht: Das neue System S3016 ultra, ein Bottom-Up-System, das erstmalig in 3D eine herausragende und durchsatzstarke 3D Inspektion von unten für THT-Lötstellen und Pressfit-Verbindungen gewährleistet. Darüber hinaus bietet Viscom jetzt eine einzigartige Vielfalt an Sensortechnologien für das neue System S3088 DT, das für einen besonders wirtschaftlichen Doppelspurbetrieb in der Großserienfertigung konzipiert ist. Die Systemkonfiguration gestaltet sich besonders flexibel, um verschiedenste Prüfungen vollautomatisch durchzuführen: Die Varianten reichen von 3D-AOI und 3D-SPI über CCI bis hin zu UFI – und damit für ein Maximum an Prüfqualität und Durchsatz bei der Bestück-, Lötstellen-, Lotpasten-, Lackschicht- und Underfillkontrolle.
Nicht verpassen sollten Besucherinnen und Besucher der productronica die 3D-AOI-Arena in Halle A2, in der verschiedenste Hersteller ihre 3D-AOI- Systeme im Vergleich vorstellen. Sie können dort das Premium-System S3088 ultra gold von Viscom live erleben, das zuverlässigste 3D-AOI-Prüfergebnisse mit bester, nahezu abschattungsfreier Bildqualität und realistischen 360-Grad-Ansichten liefert.
Für höchste Anforderungen der Smart Factory bietet Viscom offene Schnittstellen und Inhouse-Softwarelösungen, um die fortschrittlichen Inspektionssysteme perfekt in Industrie-4.0-Prozesslinien zu integrieren. Gerade im Hinblick auf Smart Maintenance und Traceability bietet Viscom intelligente Konzepte, die Fehler von vornherein vermeiden, die Wirtschaftlichkeit der Fertigung entscheidend erhöhen und die Leistung der Inspektionssysteme auf Spitzenniveau steigern. Für eine optimierte und zuverlässigste Verifikation präsentiert Viscom zudem ein zukunftsweisendes Softwarekonzept mit künstlicher Intelligenz.
Viscom stellt in Halle A2, Stand-Nr. 177 sein innovatives und umfassendes Spektrum an Inspektionslösungen in den Bereichen 3D-SPI, 3D-AOI, 3D-AXI, MXI, CCI und Bond vor.
Feinmetall - Durchdringung von OSP-Beschichtungen
OSP (= Organic Surface Protection) ist eine Schutzschicht auf Leiterplatten, die transparent und optisch kaum sichtbar auf dem Kupfer liegt. Diese Schutzschicht ist deutlich härter als herkömmliche Oberflächenveredelungen, Oxidschichten oder Verunreinigungen und entsprechend schwer zu durchdringen.
Diese Schutzschicht ist deutlich härter als herkömmliche Oberflächenveredelungen, Oxidschichten oder Verunreinigungen, die für eine zuverlässige Kontaktierung durchdrungen werden müssen. Deshalb haben sich für die Kontaktierung von OSP-beschichteten Leiterplatten die spitzen bzw. scharfkantigen Kopfformen 32, 33, 38 und 43 besonders bewährt.
Ein zusätzliches Problem von OSP-beschichteten Leiterplatten resultiert aus dem chemischen Verhalten dieser Beschichtung: Mit Kontakt zu Gold kommt es zu einer chemischen Reaktion, durch die Gold langfristig zersetzt wird. Eine Kontaktierung mit vergoldeten Kontaktstiften ist daher nur bedingt empfehlenswert.
Eine sehr gute Wahl sind daher Stifte der "Progressive Series". Sie erlauben auch bei diesen schwierigen Herausforderungen zuverlässige Kontakte und lange Standzeiten. Insbesondere die Kombination von scharfkantigen Kopfformen mit einer erhöhten Vorspannung und der auf dem Markt einzigartigen Funktionsbeschichtung "Progressive Coating" bietet die notwendigen Voraussetzungen, um OSP-Beschichtungen zuverlässig zu durchringen.
Vorteile der "Progressive Series" Stifte
1. Minimierte Kontamination
Die Funktionsbeschichtung "Progressive Coating" weist eine geringere Anfälligkeit gegen Kontaminationen und eine 3-fach höhere Härte als Gold auf. Damit wird bei verunreinigten Kontaktflächen eine deutlich längere Standzeit erzielt.
2. Verbesserte Durchdringung von Verunreinigungen
Um starke Verschmutzungen und zähe Schichten zuverlässig zu durchdringen, verfügen einige spezielle Kopfformen über einen besonderen aggressiven Schliff. Dabei ist die richtige Wahl der Kopfform von besonderer Bedeutung.
3. Optimierte Kraftwirkung
Sehr gute Durchdringung von Beschichtungen oder Verunreinigungen durch eine erhöhte Vorspannung der Feder.Optimierung der Krafteinwirkung beim Kontaktieren bei gleichbleibender Nenn-Kraft bei Nenn-Hub.
Ersa Know-how-Seminar: Reflowlöten & Lotpastendruck
Maßgeschneiderte Ausbildungs- und Schulungsangebote zur Personalqualifizierung in der Elektronikfertigung.
Kaum ein Markt ist so dynamisch, wie die Elektronikindustrie. Deshalb ist es gerade in der Elektronikfertigung so wichtig, dass Ihre Mitarbeiterinnen und Mitarbeiter auf dem neuesten Stand der Technologie qualifiziert sind und Ihre Wettbewerbsvorteile sichern. Sicher ist bei Ihnen die Lage ähnlich dynamisch und Sie sind an allen Ecken gefordert, verfügbare Ressourcen bestmöglich zu nutzen für reproduzierbare Ergebnisse auf Top-Niveau. Hier unterstützt Sie das umfassende Ersa Seminar- und Schulungsangebot, mit dem Sie gezielt die Qualifizierung Ihres Teams planen können – ob im Bereich Handlöten, beim Wellen-, und Selektivlöten, oder bei Schablonendruck und Reflowlötprozess, von der Basisschulung bis zum kundenspezifischen Workshop. Vielleicht möchten Sie schon die nächste Gelegenheit am 13. und 14. März nutzen?
Ersa Know-how-Seminar: Reflowlöten und Lotpastendruck
Dieser zweitägige Intensivlehrgang „Reflowlöten und Lotpastendruck“ von hochpoligen SMT- und QFN-Bauteilen vermittelt theoretisches und praxisbezogenes Know-how zum Lotpastendruck und zum Reflowlöten, wobei der Fokus dieses Workshops auf der praktischen Anwendung liegt.

Feinmetall - Lösungen zur Kontaktierung kleiner Stecker
Die Kontaktierung von sehr kleinen Steckern mit Rastermaßen bis herunter zu 50 mil ist nicht trivial, zumal die verwendeten Terminals durch ihren speziellen inneren Aufbau besondere mechanische Maßnahmen bei der Kontaktierung erfordern. Je nach geforderter Funktionalität und verfügbarem Platz hinsichtlich der erlaubten Länge der Kontaktstifte gibt es verschieden Lösungsansätze.
1. Kontaktierung mit 50 mil Schraubstift mit Tellernadel, jedoch ohne Schaltfunktion:
- Die Tellernadel verhindert unbeabsichtigtes Öffnen des Terminals.
- Das Einfedern des Stiftes wird jedoch nicht mit einer Schaltfunktion abgefragt, so dass im ungünstigsten Fall eine falsche i.O. Aussage getroffen wird, nämlich dann, wenn der Stecker nicht sicher verrastet ist und der elektrische Kontakt nur durch einen frühen Seitenkontakt entsteht.
- Verwendbare Stifte: F73012B0015G095SPS1 oder F73012B0006G110SPS1 mit Hülse H730LA

2. Kontaktierung mit 50 mil Schraubstift mit Tellernadel und durchgehendem Kolben
- Die Tellernadel verhindert unbeabsichtigtes Öffnen des Terminals.
- Durch den durchgehenden Kolben kann das Einfedern des Stiftes mithilfe einer zweiten Ebene abgefragt werden, so dass eine sehr zuverlässige i.O.-Aussage getroffen werden kann.
- Verwendbarer Stift: F72012M0001G110SP mit Hülse H720

3. Kontaktierung mit einem dünnen Schaltstift
- Die Schaltfunktion im Stift erlaubt die Abfrage des korrekten Einfederns des Stiftes
- Die kompakte Länge des Stiftes erlaubt einen Einsatz auch bei wenig Platz für längere Kontaktstifte
- Jedoch keine Tellernadel-Spitze zum Aufsitzen auf der Steckeröffnung
- Stiftdurchmesser etwas dicker als 50 mil Raster, daher schwieriger zu realisieren, mit spezieller Hülse aber realisierbar
- Verwendbarer Stift: Familie F863 mit spezieller Hülse H863KBS1 (Ø 1,4 mm)


Viscom testet Cobot als Bediener manueller Systeme
Viscom sammelt Erfahrungen mit dem kollaborativen Roboter Sawyer. Der Cobot kann ganz selbstständig mit manuellen Inspektionssystemen des Unternehmens interagieren. Damit lässt er sich als Maschinenbediener einsetzen und kann z. B. das 3D-MXI-System X8011-II PCB ohne menschlichen Eingriff be- und entladen.
In der Elektronikfertigung ist ein Cobot wie Sawyer in der Lage, Handling-Aufgaben zu übernehmen, die zwar Präzision erfordern, sich aber monoton wiederholen. Die sonst dafür eingesetzten Mitarbeiter stehen dann im Unternehmen für komplexere Tätigkeiten zur Verfügung. Viscom prüft u. a., wie genau der Roboter selbstständig den Krafteinsatz bestimmt und wie hoch seine Wiederholungsgenauigkeit ist.
Sawyer ist ein Produkt der Firma Rethink Robotics. Er kann über eine IO-Schnittstelle die Steuerung einer Maschine übernehmen und auch Schalter betätigen. Im Zusammenhang mit den Inspektionstechnologien von Viscom ist ein Einsatz z. B. bei Stichprobenprüfungen oder Tests für Prozessoptimierungen möglich. Der Cobot ist nach der Inspektion auch imstande, die Prüfobjekte je nach Inspektionsergebnis in Gut- und Schlecht-Teile richtig einzusortieren.
Bildunterschrift:
Georg Walz, der bei Viscom eine studentische Abschlussarbeit schreibt, zeigt Gästen des Viscom Technologie-Forums 2018 in Hannover Sawyer bei der Arbeit an einem Inspektionssystem.
Neuer Partner - cab
Die Stepan GmbH erweitert ihr Portfolio und bietet ab September die Leiterplattenmagazine und Nutzentrenner der cab GmbH an.
Die cab GmbH hat ihren Hauptsitz in Karlsruhe Deutschland, dazu kommen 9 internationale Standorte, an denen insgesamt über 370 MitarbeiterInnen beschäftigt sind.
Neben dem Produktbereich Kennzeichnung, Etikettendrucker und Ettikettiersysteme bieten wir unseren Kunden aus der Industrie Systeme und Bauteile im Bereich Elektronik an, die in der gewohnt hohen Qualität geliefert werden. Hierzu gehören auch Magazine und Nutzentrenner für Leiterplatten, die Sie ab sofort über die Stepan GmbH beziehen können.

Sichtbares Zeichen für weiteres Wachstum bei Ersa
Bei hochsommerlichen Temperaturen nahe 30 °C begrüßte Kurtz Ersa-CEO Rainer Kurtz die gesamte Ersa Belegschaft, Baupartner und Gäste zum heiß ersehnten Spatenstich am Ersa Standort in Wertheim: „Endlich ist es so weit, dass wir hier und heute mit dem Spatenstich am Ersa Standort unsere Produktions- und Büroflächen erweitern. Aufgrund innovativer Technik und weltweiter Präsenz sind wir viel stärker gewachsen, als dies planbar und mit zusätzlichen Flächen kompensierbar gewesen wäre.“
Angesichts der zunehmenden räumlichen Enge war es vor gut einem Jahr an der Zeit, Fakten zu schaffen. Nach der Grundsatzentscheidung für den Standort Wertheim erarbeitete das Ersa Planungsteam ein Stufenkonzept für weiteres Wachstum. Das Architekturbüro Menig & Partner steuerte ein entsprechendes Baugesuch bei, das in enger Zusammenarbeit mit der Stadt Wertheim zügig eine Baufreigabe erwirkte. Erst wenige Tage zuvor hatte Kurtz Ersa mit dem Zentrallager in Kreuzwertheim-Wiebelbach ein weiteres Bauvorhaben abgeschlossen, mit dem der Maschinenbauer sein Warenwirtschaftssystem auf Industrie-4.0-Niveau hebt. Der logistische Warenverkehr mit Teilen und Komponenten fließt bereits vom Zentrallager in Richtung Ersa GmbH und zu anderen Kurtz Ersa-Standorten.
Gegenüber der heutigen Ersa Maschinenfabrik in der Leonhard-Karl.-Straße in Bestenheid wird in zwei Bauabschnitten ein Produktions- und Verwaltungsgebäude für Maschinen zur Elektronikproduktion entstehen, was für die Ersa GmbH eine erhebliche Ausweitung der Produktionskapazität bedeutet – das Bauvorhaben über 10 Mio. Euro wird im ersten Bauabschnitt bis April 2019 weitere 1.000 m2 Produktionsfläche bringen, bis Ende 2019 folgen weitere 2.000 m2. Zusätzlich entstehen rund 1.600 m2 Bürofläche einschließlich Sozialräumen. Kurtz Ersa-CEO Rainer Kurtz zeigte sich optimistisch, dass die geplante Fertigstellung beider Bauabschnitte machbar sei – als bewährten Partner und Generalunternehmer konnte man wie bei früheren erfolgreichen Projekten Riedel Bau aus Schweinfurt gewinnen. Vor dem eigentlichen Baubeginn bat der Kurtz Ersa-Chef vorab um Verständnis bei Mitarbeiterinnen und Mitarbeitern, dass es bis Abschluss der Baumaßnahmen zu Einschränkungen im Produktionsablauf kommen könne. „Ich bin aber überzeugt, dass sich das für uns alle in jeder Hinsicht langfristig positiv auswirken wird. Ich wünsche dem Team von Riedel Bau, den Architekten und Baubetreuern ein erfolgreiches, sicheres und zügiges Bauen – Glück auf!“, rief Rainer Kurtz in den sommerlichen Himmel, bevor sich alle Anwesenden bei einem Imbiss stärken konnten.